
Как программируют станки на заводах
От токарных до лазерных
Программисты востребованы везде, даже на производстве. Дело в том, что изготавливать каждую деталь вручную долго, поэтому нужна автоматизация. А где автоматизация, там программы и алгоритмы. Сегодня покажем вам направление в ИТ, о котором мы ещё не говорили: программирование станков с ЧПУ.
 Токарный станок с ЧПУ, который вытачивает детали из металла.
Токарный станок с ЧПУ, который вытачивает детали из металла.
Что такое станки с ЧПУ
Чтобы понять, что такое станок с ЧПУ, нужно сначала понять, что такое обычный станок, например токарный. У тебя есть некая металлическая заготовка, например цилиндр. Ты закрепляешь его на станке. Место закрепления начинает вращаться (это место называют шпинделем), вместе с ним вращается закреплённая заготовка, а токарь с помощью специального резца может вырезать из заготовки деталь нужного размера и формы. Пока что всё вручную.
Теперь берём этот же станок, но делаем так, чтобы резцы ездили сами в разных плоскостях. Вешаем всевозможные датчики — скорости вращения, температуры и нажима. И делаем так, чтобы деталь вытачивал не токарь, а сам станок.
Чтобы управлять таким автоматическим станком, нужен некий управляющий модуль — который заставит заготовку вращаться, а резцы ездить в нужные стороны. Вот этот блок и называют блоком ЧПУ — числового программного управления.
Каждый блок ЧПУ соединён со всеми основными частями станка, чтобы ими можно было управлять или контролировать их состояние. Например, в токарном станке ЧПУ будет следить:
Блоки ЧПУ нужны для того, чтобы автоматизировать работу станка. Ты программируешь, что куда должно ездить и как вращаться, а станок это исполняет.
Что на производстве можно запрограммировать
Запрограммировать можно всё, в чём есть блок ЧПУ — хоть станок для работы по дереву, хоть установку для лазерной резки, хоть манипулятор с точечной сваркой. Главное, чтобы нужные части производственного агрегата были снабжены приводами и датчиками.
Привод — это то, что заставляет что-либо двигаться. Например, чтобы сделать роборуку, нужно 5–6 приводов, которые будут приводить в движения сочленения роборуки. Приводу можно сказать: «Разогнись на столько-то градусов» или «Повернись так-то», и он будет приводить в движение то, что к нему присоединено.
Датчик — это штука, которая собирает какие-то данные. Например, скорость вращения, температуру, нажим, угол сгиба. Благодаря датчикам можно сказать: «разгибай привод такой-то, пока не почувствуешь датчиком нажима такую-то силу нажима».
Как пишутся программы для ЧПУ
Есть два варианта: автоматически создать программу из макета детали или написать её с нуля.
Чаще всего используют первый вариант — сначала рисуют в деталь в 3D (для этого есть специальный софт), а потом программа сама формирует нужный код для станка, чтобы получилась нарисованная деталь. Минус такого подхода в том, что код может получиться неоптимальным: будет выполняться слишком долго или в процессе получается много отходов.
Второй подход — написать программу вручную с нуля. Для этого нужно идеально знать все параметры станка и возможные состояния каждого датчика. Это сложнее, зато даёт больший контроль над тем, как изготавливается деталь.
На практике обычно делают так: рисуют трёхмерную модель, выгружают на основе неё код для ЧПУ, а потом дорабатывают его, если требуется.
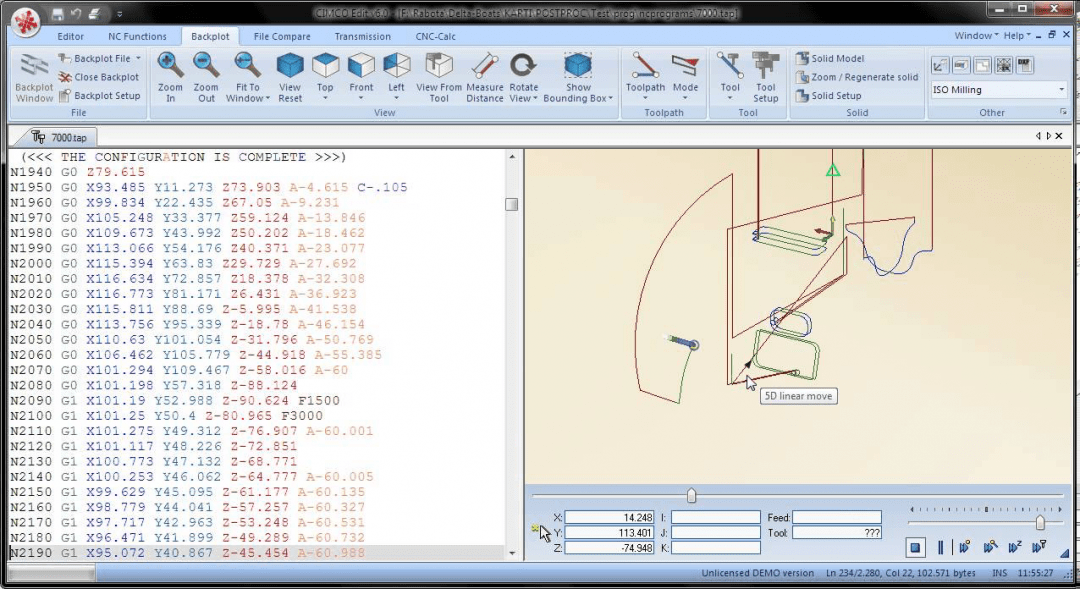 Программа сгенерировала код для станка, который можно сразу поправить, если нужно.
Программа сгенерировала код для станка, который можно сразу поправить, если нужно.
На чём пишут такие программы
Код для станков с ЧПУ пишут на языке программирования G-code. Это относительно общий стандарт для всех станков с ЧПУ, но детали, коды и последовательности у разных производителей отличаются. Проще говоря, нельзя просто так перенести программу со станка одной фирмы и запустить на станке другой фирмы — команды могут не совпасть.
Язык G-code так называется потому, что в нём почти все команды начинаются с буквы G, за которой идут числа — команды для станка. Ещё есть буква M — она используется для обозначения дополнительных кодов и O — для подпрограмм. Но это деление условно и может меняться у каждого производителя станков.
Как выглядит программа для ЧПУ
Если мы заглянем в код, то увидим такое:
N1 G17 G20 G34 G40
N2 T1 M16
N3 S8600 M2
N4 G54
N5 M8
…
N-код отвечает за номер строки — они могут пригодиться, если нам нужно перепрыгнуть на какую-то определённую строку или пропустить часть команд. M отвечают за детали, например, команда N3 S8600 M2 означает, что нужно раскрутить рабочий шпиндель (за него отвечает M2) до скорости 8600 оборотов в минуту (команда S8600).
Так команда за командой станок выполняет определённые действия, и на выходе получается нужная нам деталь.
Особенность программирования станков
В отличие от компьютера, где для каждой программы и переменной выделяется новый и пустой участок памяти, в станках всё по-другому. Дело в том, что программа в момент запуска не знает, в каком положении находятся резцы, закреплены ли направляющие и так далее. Если просто запустить программу без подготовки, ЧПУ, например, может подвинуть ещё левее резец, который и так находится в самом левом положении, и тогда может сломаться привод или крепление резца.
Чтобы такого не было, перед каждым запуском в программу встраивают команды обнуления и инициализации, чтобы каждый элемент вернуть в исходное положение. Это лучше, чем просто проверить, что где находится — после обнуления мы точно будем знать, что все элементы станка находятся в известной нам позиции и программа сможет с ними правильно работать.
Также важно понимать, что станки работают с живым материалом: металлом, деревом, акрилом, камнем и т. д. Материал несовершенен, может иметь внутренние дефекты, может плавиться и трескаться. Резцы и шпиндели тоже сделаны из каких-то материалов, у которых есть пороги нагрева, прочности и скорости. Если в компьютерном коде ошибиться и вызвать переполнение памяти, то компьютер просто зависнет. Ты его перезагрузишь, и всё. А у станка можно сломать резец или повредить шпиндель. А стоит это хозяйство будь здоров.
Получается, это такое же программирование и алгоритмы, как и на других языках?
Независимо от того, программируем ли мы сервер или станки на заводе, в основе всего лежат алгоритмы: логика работы, переменные, циклы, подпрограммы и проверки условий. Поэтому если вы знаете, как устроены алгоритмы и можете программировать на любом языке программирования, то и освоить программирование для ЧПУ будет намного проще.
Тест по дисциплине: Программное управление металлорежущими станками (СПО)
по дисциплине: Программное управление металлорежущими станками
Выберите правильный ответ:
1. Что представляет собой программа управления станком?
а) последовательность команд, обеспечивающих заданное функционирование рабочих органов станка;
б) подготовку станка и технической оснастки к выполнению технологической операции;
в) технологическая последовательность обработки заготовки.
2. Что содержит геометрическая информация, необходимая для обработки заготовки на станке, которую устройство ЧПУ получает от управляющей программы:
а) данные о скорости, подаче, номере режущего инструмента и т.д.;
б) координаты точек траектории движения инструмента;
в) изображение предмета и другие данные для его изготовления и контроля.
4. Как называется большой комплекс действий, направленных на подготовку, как нового, так и находящегося в эксплуатации оборудования к работе и на поддержание его в работоспособном состоянии?
5. Кодирование – это …
а) условная запись структуры кадра управляющей программы с максимально возможным объёмом информации;
б) запись текста программы в виде специальных слов, каждое из которых представляет собой комбинацию буквы и числа;
в) аудиозапись текста на диске.
6. Узлы, входящие в состав станков с ЧПУ и группы, которые они составляют:
а) станины, стойки, колонны, поперечины;
б) стол, передняя и задняя бабки, ползун;
в) суппорт, револьверная головка, бабка инструментального шпинделя;
г) приводы в системах ЧПУ.
1) узлы, несущие заготовку и определяющие характер её в процессе обработки;
2) узлы, несущие инструмент и определяющие его положение относительно заготовки;
3) совокупность устройств, приводящих в движение рабочие органы станков с ЧПУ;
Вставьте пропущенное слово:
7. Буква и следующее за ней число являются …
8. В качестве символов управляющих программах используются начальные буквы соответствующих терминов на …. языке.
9. …. декартовая система координат задает перемещение рабочих органов станка с ПУ.
10. Оси координат в станках с ЧПУ располагаются …. их направляющим?
Вспомните (ответьте на вопрос):
11. Как различают по способу подготовки и ввода управляющие программы?
12. Какой знак ставят в начале УП?
13. Какой язык низкого уровня представляет собой средство непосредственного общения с МП с помощью команд, представленных в условных мнемокодах?
14. Нарисуйте оси координат и обозначьте круговые перемещения, которые могут совершать инструмент или заготовка.
15. Прочтите: N 5 G1 X40 Z-25.
по дисциплине: Программное управление металлорежущими станками
10. вдоль (параллельно).
11. ручные, машинные.

15. N 5-номер кадра, G 1- прямолинейное перемещение инструмента по оси X с координатой 40мм, по оси Z – 25мм.
по дисциплине: Программное управление металлорежущими станками
Выберите правильный ответ:
1. Что называют циклом обработки детали?
а) совокупность устройств, приводящих в движение рабочие органы металлорежущих станков;
б) совокупность перемещений, повторяющихся при обработке каждой детали.
2. Что содержит технологическая информация, необходимая для обработки заготовки на станке, которою устройство ЧПУ получает от управляющей программы:
а) данные о скорости, подаче, номере режущего инструмента и т.д.;
б) координаты точек траектории движения инструмента;
в) изображение предмета и другие данные для его изготовления и контроля.
3. В каком виде записываются команды управляющей программы?
а) в виде различных знаков;
б) в виде специальных слов, каждое из которых представляет собой комбинацию буквы и числа;
в) в виде технических терминов.
4. В каких системах управление осуществляется от программоносителя с геометрической и технологической информацией?
а) условная запись структуры кадра управляющей программы с максимально возможным объёмом информации;
б) запись текста программы в виде специальных слов, каждое из которых представляет собой комбинацию буквы и числа.
6. Чем руководствуются при выборе режимов резания для станков с ЧПУ:
а) при табличном способе;
б) при графическом способе;
в) при расчетном способе.
Вставьте пропущенное слово:
7. В системе ЧПУ величина каждого хода исполнительного органа станка задаётся …..
8. В настоящее время наиболее распространенным кодом является код ИСО…?
9. УП заканчивается командой ….
10. Перемещение рабочих органов станка с ЧПУ в пространстве задается в …. декартовой системе координат.
Вспомните (ответьте на вопрос):
11. Как располагаются оси координат, по отношению друг к другу, в станках с ЧПУ?
12. Где указывают разработчики оборудования направление осей координат станка с ЧПУ?
13. Перечислите языки программирования?
14. Нарисуйте оси координат станков с ЧПУ и обозначьте их.
15. Прочтите : N 6 G2 X68 Z-10 R 10.
по дисциплине: Программное управление металлорежущими станками
10. в прямоугольной.
12. в технической документации на станок, в разделе «Кинематическая схема».
13. Бейсик, Фортран, Алгол, Ада, Си, Паскаль.
15. N 6-номер кадра, G 2- перемещение инструмента по радиусу по часовой стрелке по оси X с координатой 68мм, по оси Z – 10мм с радиусом R 10мм.

Курс повышения квалификации
Охрана труда
Курс профессиональной переподготовки
Библиотечно-библиографические и информационные знания в педагогическом процессе
Курс профессиональной переподготовки
Охрана труда
Ищем педагогов в команду «Инфоурок»

Слово «тест» в переводе с английского означает – задачу испытание.
Тестирование – целенаправленное одинаковое для всех испытуемых обследование, проводимое в строго контролируемых условиях, позволяющее объективно измерять изучаемые характеристики педагогического процесса.
От других способов обследования, тестирование отличается точностью, простотой, доступностью, возможностью автоматизации.
Преимущество такой проверки в том, что одновременно занята и продуктивно работает вся группа обучающийся. Причем за короткое время можно получить срез обученности всех обучающихся.
При проверке выявляются, прежде всего, пробелы в знаниях и определяется объем и содержание индивидуальной и дифференцированной работы с обучающимися.
Номер материала: ДБ-1356687
Не нашли то что искали?
Вам будут интересны эти курсы:
Оставьте свой комментарий
Авторизуйтесь, чтобы задавать вопросы.
Безлимитный доступ к занятиям с онлайн-репетиторами
Выгоднее, чем оплачивать каждое занятие отдельно


В России отцы охотнее дают деньги детям на карманные расходы, чем матери
Время чтения: 2 минуты
Педагогов и учеников предлагают тренировать на случай нападения
Время чтения: 1 минута
Учителям предлагают 1,5 миллиона рублей за переезд в Златоуст
Время чтения: 1 минута
ФИПИ опубликовал демоверсии ОГЭ и ЕГЭ 2022
Время чтения: 1 минута
Минпросвещения предлагает закрыть пляжи детских лагерей для посторонних лиц
Время чтения: 1 минута
Путин поручил не считать выплаты за классное руководство в средней зарплате
Время чтения: 1 минута
Подарочные сертификаты
Ответственность за разрешение любых спорных моментов, касающихся самих материалов и их содержания, берут на себя пользователи, разместившие материал на сайте. Однако администрация сайта готова оказать всяческую поддержку в решении любых вопросов, связанных с работой и содержанием сайта. Если Вы заметили, что на данном сайте незаконно используются материалы, сообщите об этом администрации сайта через форму обратной связи.
Все материалы, размещенные на сайте, созданы авторами сайта либо размещены пользователями сайта и представлены на сайте исключительно для ознакомления. Авторские права на материалы принадлежат их законным авторам. Частичное или полное копирование материалов сайта без письменного разрешения администрации сайта запрещено! Мнение администрации может не совпадать с точкой зрения авторов.
Общие сведения о программном управлении станками
Цикловое программное управление станками
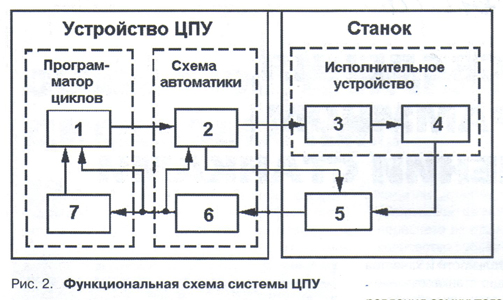
В систему ЦПУ (рис. 2) входит программатор циклов, схема автоматики, исполнительное устройство и устройство обратной связи. Само устройство ЦПУ состоит из программатора циклов и схемы автоматики. Программатор циклов состоит из блока 1 задания программы и блока 7 поэтапного ее ввода. Часть программы, одновременно вводимую в систему управления, называют этапом. Из блока 1 информация поступает в схему автоматики, состоящую из блока 2 управления циклом работы станка и блока 6 преобразования сигналов контроля.
Действия программатора циклов с исполнительными органами станка и датчиком обратной связи согласует схема автоматики, которая усиливает и размножает команды и может выполнять ряд логических функций, в том числе реализацию стандартных циклов. Сигнал из блока 1 через блок 2 поступает в исполнительное устройство, которое обеспечивает отработку заданных программой команд: включает исполнительные элементы 3 (приводы исполнительных органов станка, электромагниты, муфты и т.д.) и исполнительные органы 4 станка (суппорты, револьверные головки, столы и т. д.).
Окончание обработки контролирует датчик 5, который через блок 6 дает команду блоку 7 на включение следующего этапа программы.
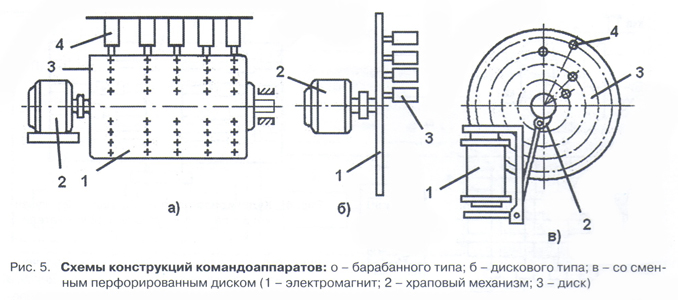
Программируемые командоаппараты (ПК), построенные на базе микроэлектроники, являются универсальными системами ЦПУ. Они представляют собой управляющие логические машины последовательного действия. 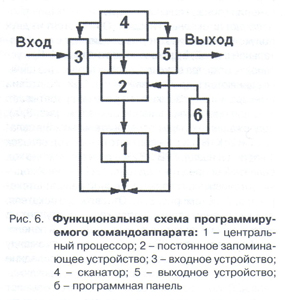 Программируемый командоаппарат состоит из центрального процессора (управляющего устройства) 1, постоянного запоминающего устройства 2, входного 3 и выходного 5, устройств сканатора (генератора импульсов) 4 (рис. 6).
Программируемый командоаппарат состоит из центрального процессора (управляющего устройства) 1, постоянного запоминающего устройства 2, входного 3 и выходного 5, устройств сканатора (генератора импульсов) 4 (рис. 6).
Программную панель 6 (загрузчик программ), оснащенную декадными переключателями и клавишами с обозначением логических элементов можно подключать к ПК. Программирование осуществляют последовательным нажатием клавишей. Программа записывается и запоминается в устройстве 2. В режиме работы сканатор 4 поочередно подключает к процессору 1 устройства 3 и 5. В процессоре 7 согласно программе выполняются заданные логические операции, преобразующие состояния входов в состояния выходов.
Числовое программное управление для автоматизированного оборудования
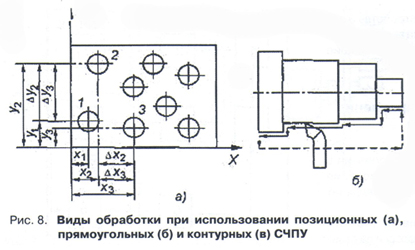
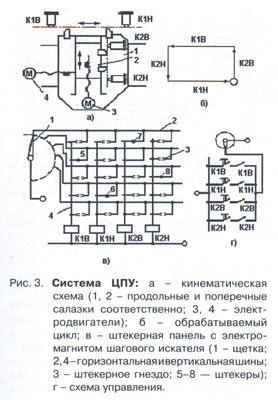
Системы ЧПУ (рис. 8, 6) обеспечивающие последовательное включение продольной и поперечной подач станка при обработке поверхности ступенчатой формы, называют прямоугольными. Эти СЧПУ используют в токарных, карусельных, револьверных, фрезерных и других станках. Обработку ступенчатых валов и других деталей с прямоугольными контурами выполняют только по траекториям, параллельным направлению перемещений рабочих органов.
Системы ЧПУ (рис. 8, в), обеспечивающие непрерывное управление рабочими органами в соответствии с заданными законами изменения их пути и скорости перемещения для получения необходимого контура обработки, называют контурными. При этом инструмент движется относительно заготовки по криволинейной траектории, которая получается в результате сложения движений по двум (плоская криволинейная траектория) или трем (пространственная криволинейная траектория) прямолинейным координатам.
Такие СЧПУ применяют в токарных и фрезерных станках при изготовлении деталей с фасонными поверхностями. Подача S инструмента в каждый момент обработки складывается из поперечной Snon и продольной Sпp подач. Следовательно, перемещения инструмента по различным координатным осям функционально связаны друг с другом.
Подготовка управляющих программ для станков с числовым программным управлением
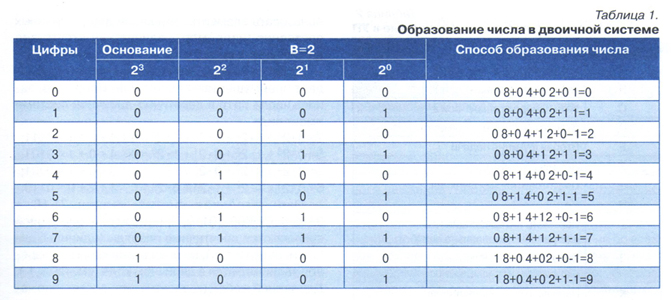
Записи всех цифр от 0 до 9 при двоичной системе счисления выполняют на четыре дорожки, а не 10, как при десятичной системе. Однако при переходе к числам, которые имеют несколько десятичных разрядов, чтение их в двоичной системе практически невозможно, так как необходимо делать довольно длительные вычисления. Например, число 7943,95 в двоичном коде будет иметь следующий вид: 7943,95 = 0111 1001 0100 0011 1001 0101 (см. табл. 1.).
Двоичную систему счисления для изображения чисел в управляющей программе используют при реализации в схемах и на перфоленте. Поскольку в этой системе для изображения любых чисел применяют всего две цифры 0 и 1, то при построении блоков вычислительной техники можно использовать элементы, имеющие два устойчивых состояния (например, наличие или отсутствие напряжения в цепи и т.д.).
Десятично-двоичная система счисления обладает преимуществами двоичной. Например, запись числа 7516 в десятично-двоичной системе имеет вид:
 7 = 0 · 2 3 + 1 · 2 2 + 1 · 2 1 + 1 · 2 0 = 0 + 4 + 2 + 1 = 0111;
7 = 0 · 2 3 + 1 · 2 2 + 1 · 2 1 + 1 · 2 0 = 0 + 4 + 2 + 1 = 0111;
5 = 0 · 2 3 + 1 · 2 2 + 0 · 2 1 + 1 · 2 0 = 0 + 4 + 0 + 1 = 0101;
1 = 0 · 2 3 + 0 · 2 2 + 0 · 2 1 + 1 · 2 0 = 0 + 0 + 0 + 1 =0001;
6 = 0 · 2 3 + 1 · 2 2 + 1 · 2 1 + 0 · 2 0 = 0 + 4 + 2 + 0 = 0110.
Окончательная форма записи 7516 = 0111/0101/0001/0110. При таком способе записи сохраняются десятичные разряды (единицы, десятки, сотни и т.д.), но цифры в каждом из разрядов записываются в двоичном коде (см. табл. 1.). Для записи любой из десяти цифр достаточно четырех знаков, а количество строк соответствует количеству разрядов числа, т.е. для пятиразрядного числа нужно пять строк.
Для станков с ЧПУ запись программы осуществляют на программоносителях: перфолентах, перфокартах, магнитных лентах.
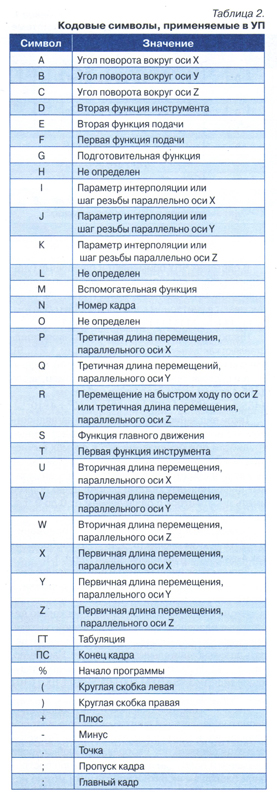
Единые для всех видов станков правила кодирования информации УП на носителе данных регламентированы Международным стандартом ИСО. Управляющую программу записывают в виде последовательных кадров. Перед кодированием информации выполняют условную запись кадра, используя для этого буквенные, графические и цифровые символы, приведенные в табл. 2.
При записи кадров под словом программы подразумевают последовательность символов, рассматриваемых в определенной связи как единое целое. Оно состоит из адреса, обозначенного буквой, и числа, отображающего или величину перемещения, или скорость подачи, либо код какой-то другой функции. Например, слово Y + 013345 означает следующее: перемещение суппорта станка в положительном направлении оси Y на величину 13345 дискрет (импульсов), что при дискретности 0,01 мм/имп означает перемещение на 133,45 мм. Часть слова управляющей программы, определяющая назначение следующих за ним данных, содержащихся в этом слове, называют адресом. Фразу составляют несколько слов, описывающих обработку определенного участка заготовки. Она содержит информацию о геометрических и технологических параметрах, необходимых для обработки определенного участка или для выполнения вспомогательных функций (начало программы, подвод инструмента и т.д.). В программе последовательность фраз определяет последовательность обработки отдельных участков заготовки (детали). Программа может быть записана двумя способами: с фразами постоянной и переменной длины. Фразы постоянной длины называют кадрами. Последовательность слов, расположенных в определенном порядке и несущих информацию о технологической операции называют кадром программы. Каждому слову при записи программы кадрами отведено определенное число строк.
Записи фразами с переменной длиной могут выполняться тремя способами: адресным, табуляционным и универсальным. При записи адресным способом каждое слово начинается с буквы, которая указывает назначение последующей числовой информации. При этом длина фраз оказывается переменной; одну фразу от другой отделяют буквой Н (знак окончания фразы). Если применяют табуляционный способ записи, то все слова фразы следуют друг за другом в определенной последовательности, их разделяют буквой Я (знак табуляции, условно обозначаемый TAB). В универсальном способе записи используют отдельные элементы адресного и табуляционного способов.
Условная запись формата УП показывает, как следует формировать его при конкретном программировании для данного станка.
В руководстве к станку с ЧПУ приводят следующие сведения: перечень и назначение всех реализуемых подготовительных и вспомогательных функций; таблицы кодов скоростей подач и главного движения; таблицы кодовых номеров позиций инструмента; перечень номеров корректоров с указанием их назначения и особенностей применения; пределы размерных перемещений по всем осям координат; перечень всех воспринимаемых и реализуемых символов кодового набора; перечень и кодовые номера всех подпрограмм, хранящихся в памяти УЧПУ.
Журнал «Главный механик», № 11, 2008 г.