
Коррекция и компенсация размеров инструмента
Функцию инструмента обозначают адресом Т некоторым числом (например, слово Т9 представляет собой инструмент номера 9). Инструментальный комплект состоит из инструмента и инструментальной державки [2, 6].
В процессе обработки режущая кромка инструмента должна точно следовать вдоль запрограммированной траектории. В силу различия используемых инструментов, их размеры должны быть учтены и введены в систему управления перед началом воспроизведения программы. Только в этом случае траектория может быть рассчитана безотносительно к параметрам используемых инструментов. После того как инструмент установлен в шпиндель и активизирована соответствующая коррекция (компенсация его размеров), система ЧПУ автоматически принимает в расчет эту коррекцию [2, 6].
Коррекция и компенсация размеров инструмента для осевого инструмента осуществляется на длину инструмента и его радиус (в основном фрезы), в то время как для станков токарной группы коррекция и компенсация размеров инструмента ведется по каждой из осей. Функция Н осуществляет компенсацию длины, а функция D – компенсацию радиуса (рис. 3.9).
Коррекция на длину инструмента и его радиус позволяет компенсировать разницу между фактическим и программируемым размерами каждого инструмента. Это позволяет корректировать размеры детали без изменения самой УП, что существенно сокращает время «обкатки» программы непосредственно на станке.
Коррекцию на длину инструмента программируют при помощи функции G43 (G44) и слова D, которые действуют до отмены и при необходимости записываются перед каждой корректируемой координатой. При этом знак коррекции определяется функцией G43 (G44), а адрес (номер) величины коррекции определяется словом D [2, 6].
При наличии функции G43 к перемещению в кадре (по данной координате) прибавляется введенная коррекция со знаком. При наличии функции G44 к перемещению в кадре (по заданной координате) прибавляется введенная коррекция с обратным знаком [6].
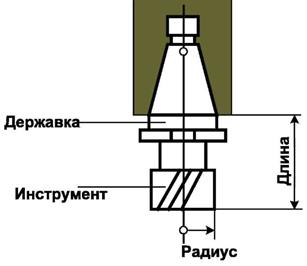
Рис. 3.9. Коррекция и компенсация размеров осевого инструмента
Пример кадра, перемещения которого корректируют функциями G43 и G44, имеет вид: G43 D01 X-100 G44 D02 Y200 [6].
Если принять, что величины коррекции D01 и D02 соответственно равны +10 и +20, то к перемещению по координате X (–100) прибавляется коррекция +10, а к перемещению по координате Y (+200) прибавляется коррекция –20. В результате перемещение по координате X становится равным –90, а по координате Y + 180 [6].
Функция G40 отменяет функцию G43 (G44) и слово DXX по всем координатам. Фактическая отмена (компенсация) введенной коррекции по конкретной координате происходит в том кадре, в котором задается перемещение по данной координате [6].
Вводить коррекцию наклонных линейных участков при помощи функции G43 (G44) не рекомендуется. В этом случае лучше использовать функцию компенсации радиуса инструмента G41 (G42) [6].
Функция компенсации является модальной и может быть изменена вызовом другой функции компенсации или отменена путем программирования [6].
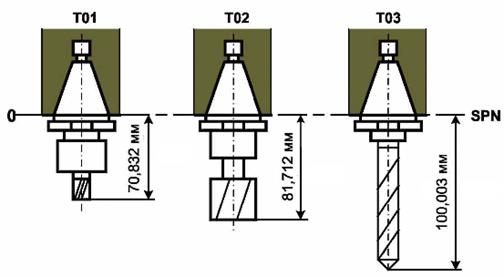
Компенсация длины возможна двумя способами: по отношению к передней плоскости шпинделя (рис. 3.10, а) и по отношению к «нулевому инструменту» (рис. 3.10, б). В обоих случаях величины компенсации сохраняются в соответствующей таблице [6].
На рис. 3.10, а для T01 величина осевой коррекции инструмента составит Н1 = 70,8320 мм, для Т02 – Н2 = 81,7120 мм, а для Т03 – Н3 = 100,0030 мм. В данном случае знак компенсации может быть только положительным [6].
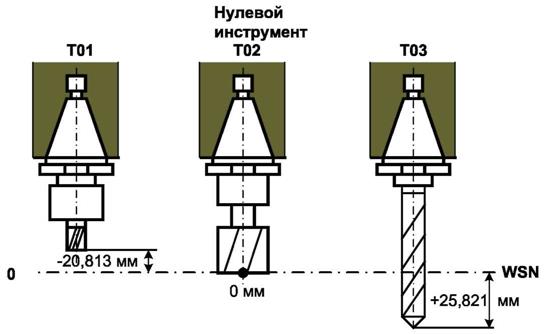
Во втором случае выбирают «нулевой инструмент», торцевая плоскость которого WSN (Workplane for Setting Null) служит для настройки и определения компенсации для всех остальных инструментов. «Нулевой инструмент» (Т02 на рис. 3.9, б) имеет нулевое значение компенсации. Знак компенсации может быть положительным или отрицательным.
Например: для Т01 – Н1 = –20,813 мм, для Т02 – Н2 = 0, а для Т03 – Н3 = 25,821 мм [6].
Для пояснения принципов коррекции на радиус инструмента необходимо пояснить работу инструмента по УП. Центр фрезы движется по эквидистантной траектории, параллельной контуру детали, отстоящей от нее на величину, равную радиусу фрезы. Эквидистантную траекторию называют также траекторией центра фрезы. Значения компенсации для различных инструментов вносят в таблицу.
Например: для Т01 величина D1 = 14 мм (при диаметре фрезы 28 мм); для Т02 – D2 = 22 мм (при диаметре фрезы 44 мм). Детали эквидистантной коррекции (компенсации) будут рассмотрены при анализе G-инструкций G40, G41 и G42 ниже [6].
 |
| а) |
 |
| б) |
Рис. 3.10. Компенсация длины инструмента: а – по отношению к передней плоскости шпинделя; б – по отношению к «нулевому инструменту» [6]
Так называемая «комплексная компенсация» представляет собой набор компенсационных данных, например, для компенсации на длину в операциях с несколькими сверлами или коррекцию на расположение режущей кромки [6].
Дата добавления: 2016-06-22 ; просмотров: 5696 ; ЗАКАЗАТЬ НАПИСАНИЕ РАБОТЫ
§ 7. Программирование ЧПУ. Коррекция на длину
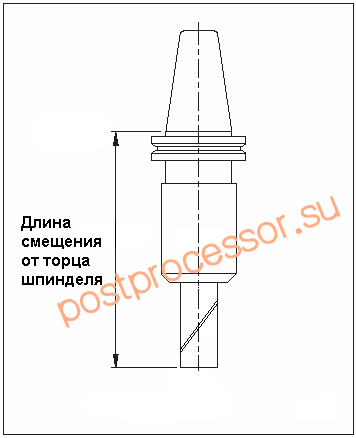
Чтобы управлять кромкой фрезы, а не торцем шпинделя, необходимо перенести базовую точку на кромку фрезы. Такое смещение именуют как коррекция длины инструмента. Если данную операцию не применять, то какой бы инструмент не был установлен, станок будет совмещать торец шпинделя с заданными в программе координатами по оси Z со всеми вытекающими последствиями.
Величина смещения равняется расстоянию от кромки фрезы до посадочной плоскости оправки, в которой закреплен патрон с инструментом. Оператор станка с ЧПУ производит измерение инструмента (на станке или на внестаночной измерительной установке) и заносит найденное значение в список инструмента на УЧПУ. Инженер-программист может устанавливать вылет фрезы из патрона при программировании в CAM системе для обеспечения жесткости и проверки на столкновения с изделием, но с общей длиной относительно торца он дела не имеет.
На рисунке ниже показана сборка инструмента, патрона и оправки, которые образуют расстояние смещения относительно базовой точки.
Некоторые системы ЧПУ могут автоматически брать длину текущего (установленного в шпинделе) инструмента и вычислять управляемую точку. Код ИСО 7 бит имеет специальный G код, который включает коррекцию на длину.
Общий формат программирования имеет вид:
G43 Hn, где n – номер позиции (ячейки) инструмента в списке;
Как правило, УЧПУ включает коррекцию на длину при движении вдоль оси Z, поэтому формат программирования будет следующим.
При движении в позицию 100 мм по оси Z устройство ЧПУ сместит базовую точку, на величину, записанную в ячейке H1.
Перед сменой инструмента или в конце программы обработки коррекцию на длину выключают, для этого используется код G49 или слово H0.
Коррекция режущего инструмента
Коррекция длины и положения инструмента
Для компенсации погрешностей размерной настройки инструмента и для его поднастройки при появлении отклонений получаемых размеров детали при их изготовлении на станках с ЧПУ предусмотрена коррекция инструмента.
Существуют два вида коррекции длины и положения инструмента. Коррекция соответствует вылету инструмента. Для станков токарной группы коррекция – это расстояние от базовой точки инструментального блока или центра револьверной головки до вершины инструмента (настроечной точки), для сверлильно-фрезерно-расточных станков – расстояние от базового торца шпинделя до вершины инструмента. Коррекции этого вида распределяются по осям и позициям инструмента и вводятся автоматически с вводом номера позиции инструмента по команде T.
При этом происходит автоматический пересчет координат вершины инструмента в соответствии с его вылетом. Значение каждой коррекции под соответствующим номером предварительно вводится в зону коррекций. Коррекция положительная (отрицательная). Задается подготовительной функцией G43 (G44) и словом под адресом D. По командам G43 и G44 коррекция учитывается соответственно с положительным и отрицательным знаком, т. е. прибавляется к заданной в кадре ко- ординате или вычитается из нее. Знак коррекции принимается положительным (отрицательным) в том случае, если по отношению к конечной точке неоткорректированного перемещения Aк ¢ конечная точка откорректированного перемещения Aк должна быть смещена в положительном (отрицательном) направлении координатных осей станка. Аналогично устанавливаются знаки коррекции по осям координат станков других групп. В слове под адресом D цифровая информация указывает на по- рядковый номер коррекции (адрес ячейки) в массиве коррекций.
Для большинства устройств ЧПУ максимальное количество коррекций в массиве равно 200, максимальное значение каждой коррекции – 99,999. Например, чтобы задать положительную коррекцию, равную 500 дискретам, с порядковым номером 12 в кадре программы записывается D12, в массив коррекций вводится: 12+500.
При работе в приращениях введенная один раз коррекция смещает все последующие размеры по данной оси (если не производилась установка фиксированного положения). Чтобы это исключить, следу- ет воспользоваться операцией «Отмена коррекций», которая задается командой
G40 или D00 в УП
Функция G40 отменяет все виды коррекций по всем координатам, заданным к кадре. Команда D00 отменяет коррекцию только по той координате, перед которой она задана. По команде G40 все коррекции, номера которых указаны в данном кадре, учитываются с противоположным знаком.
Пусть геометрическая информация кадра имеет вид G1X1800D3. При этом третья коррекция на положение инструмента составляет D3 = –160. Тогда рабочий орган по оси X перемещается на расстояние 1800 + (–160) = 1640. Если же геометрическая информация кадра G1G40X1800D3, то рас- стояние, на которое переместится рабочий орган по оси X, будет составлять 1800 + (+160) = 1960.
В заданной линейной интерполяции с положительной и отрицательной коррекцией инструмента пунктирная линия – траектория движения центра инструмента (фрезы), сплошная – программируемая траектория.
Содержание кадра при работе в абсолютных координатах:
Эта же программа при работе в приращениях выглядит следующим образом: N10G91G0G44D15X50000G44D15Y4000
Коррекция радиуса инструмента
Для коррекции (компенсации) радиуса инструмента при обработке криволинейного контура предназначены подготовительные функции G41 и G42, выбор которых зависит от расположения инструмента относительно обрабатываемого контура. При размещении инструмента слева от контура (на инструмент необходимо смотреть в на- правлении его движения) задается функция G41, справа – G42. 81
Используя функции компенсации радиуса инструмента (G41 и G42), по одной программе можно обрабатывать контур детали разными инструментами. Для этого программируется контур детали и в массиве коррекций задается радиус инструмента. Порядковый номер коррекции программируется словом под адресом D. Вектор компенсации является двухразмерным вектором, компоненты которого находятся в плоскости эквидистанты, а модуль равен радиусу инструмента. Отмена вектора компенсации осуществляется при помощи функции G40. Подготовительные функции G40, G41(G42) задаются в кадре УП совместно с функциями G1(G2).
В некоторых устройствах ЧПУ путем коррекции радиуса инструмента имеется возможность создавать эквидистантные траектории (оставлять припуск для получистовой обработки).
82 G450 – инструмент перемещается вокруг углов детали по круговой траектории с радиусом, равным радиусу инструмента (действует модально);
G451 – инструмент перемещается прямо в точку пересечения двух линий, ограничивающих угол (действует модально);
KONT – инструмент обходит контур по траектории, форма которой соответствует параметру G450 или G451; DISC – гибкое программирование обхода угла с шагом 1 от DISC=0 (переходная окружность) до DISC=100 (точка пересечения). Команда действует модально. Программируется совместно с командой G450.
При обходе острых углов контура с командой G451 может появиться избыточный холостой ход инструмента. Чтобы этого избежать, в параметрах станка устанавливают режим автоматического переключения на команду G450.
Автоматическая коррекция радиуса инструмента и длины инструмента
Таблица 1 – Инструкции для автоматической коррекции параметров инструмента
| Инструкция | Описание |
| G40 | Отмена коррекции радиуса инструмента |
| G41 | Коррекция слева радиуса инструмента |
| G42 | Коррекция справа радиуса инструмента |
| G43 | Коррекция длины инструмента |
| G49 | Отмена коррекции длины инструмента |
| G68 | Сопряжение эквидистант на стыке кадров (по дуге) |
| G69 | По траектории пересечения эквидистант |
В процессе обработки режущая кромка инструмента должна точно следовать вдоль запрограммированной траектории. В силу различия используемых инструментов, их размеры должны быть учтены и введены в систему управления перед началом воспроизведения программы. Только в этом случае траектория может быть рассчитана безотносительно к параметрам используемых инструментов. После того, как инструмент установлен в шпиндель и активизирована соответствующая коррекция (компенсация его размеров), система ЧПУ автоматически принимает в расчет эту коррекцию.
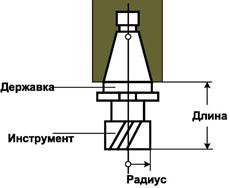
Рисунок 1 – Инструментальный комплекс
Компенсация длины возможна двумя способами: по отношению к передней плоскости шпинделя и по отношению к «нулевому инструменту».
 |  |
Рисунок 2 – Компенсация длины инструмента по отношению к передней плоскости шпинделя и к нулевому инструменту
В первом случае величина компенсации может быть только положительной (для рисунка Рисунок 2 Н1=70.832, Н2=81.712, Н3=100.003), во втором случае выбирают «нулевой инструмент», который имеет нулевое значение компенсации, а остальные величины компенсаций могут быть как положительными, так и отрицательными (для рисунка Рисунок 2 Н1=-20.813, Н2=0, Н3=25.821). В обоих случаях величины компенсации сохраняются в соответствующей таблице.
Центр фрезы движется по эквидистантной траектории, параллельной контуру детали, отстоящей от нее на величину, равную радиусу фрезы. Эквидистантную траекторию называют также траекторией центра фрезы. Значения компенсации для различных инструментов вносят в таблицу; например: D1=14 (при диаметре фрезы 28 мм); D2=22 (при диаметре фрезы 44 мм). Направление смещения определяется, если смотреть на траекторию сверху вниз, то есть со стороны «+Z» в направлении «-Z».
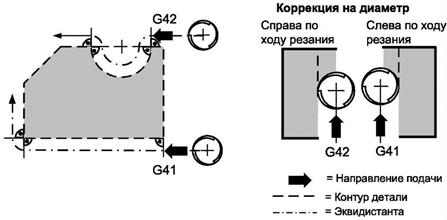
Рисунок 3 – Принцип эквидистантной коррекции
Вдоль контура и тех сопряжений кадров, для которых угол наклона касательной остается неизменным, эквидистанта однозначно определяется параметрами контура. В других же нерегулярных случаях внешних сопряжений кадров система ЧПУ рассчитывает сопряжения отрезков эквидистант соответственно инструкциям G68 или G69.
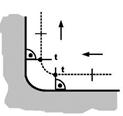 |  | 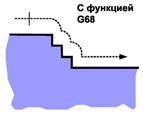 | 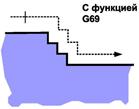 |
Рисунок 4 – Однозначное определение контура эквидистантой и расчет внешних сопряжений отрезков эквидистант
В случае нерегулярных сопряжений внутренних контуров система ЧПУ рассчитывает пересечения эквидистант для определения нужной траектории. В некоторых случаях это может привести к полному искажению контура. Чтобы избежать этого, некоторые системы ЧПУ располагают функцией «контроля коллизий»
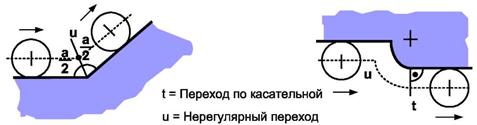
Рисунок 5 – Расчет внутренних сопряжений отрезков эквидистант
Для того чтобы система ЧПУ успела выполнить смещение относительно запрограммированного контура необходимо добавить к исходной траектории участок подвода. На этом участке происходит активация автоматической коррекции радиуса инструмента. Большинству систем для активации коррекции требуется пройти расстояние, не меньшее величины радиуса инструмента. Обязательным условием для активации коррекции является наличие именно прямолинейного перемещения на рабочей подаче.
Коррекция радиуса инструмента слева – G41. Инструкция G41 инициирует положительную эквидистантную коррекцию слева от заготовки, если смотреть в направлении подачи. Для реализации коррекции радиус фрезы программируют в D-слове, а номер инструмента в Т-слове. Вместе с инструкцией G41 можно программировать линейные перемещения; тогда активизация эквидистантной коррекции произойдет «по пути» движения к конечной точке кадра.
Коррекция длины инструмента – G43.Компенсация длины инструмента осуществляется путем программирования команды G43 и H слова данных. Обычно компенсация длины активируется совместно с холостым перемещением по оси Z.
Отмена коррекций радиуса и длины инструмента – G40, G49.Компенсация длины инструмента отменяется путем программирования команды G49 или H00. Компенсация радиуса инструмента отменяется программированием команд G40 или D00. Отмена коррекции G40 может сопровождаться прямолинейным движением в активной плоскости. В этом случае выход из эквидистантной траектории осуществляется «по пути» к конечной точке кадра. Если активны функции круговой интерполяции, то действие инструкции G40 не должно сопровождаться перемещением.
Сопряжение эквидистант на стыке кадров (по дуге) – G68; по траектории пересечения эквидистант – G69.Инструкции являются модальными и работают при активной эквидистантной коррекции. Их действие сводится к автоматической генерации дуги (G68) или траектории пересечения эквидистант на стыке «не плавно» сопрягаемых кадров. Инструкция G68 инициирует автоматическое соединение разрыва эквидистант с помощью дуги радиуса r.
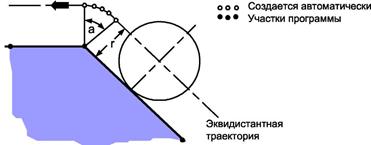
Рисунок 6 – Автоматическое соединение разрыва эквидистант по дуге
Инструкция G69 инициирует автоматическое соединение разрыва эквидистант по траектории пересечения эквидистант.

Рисунок 7 – Автоматическое соединение разрыва эквидистант по траектории пересечения эквидистант
Нам важно ваше мнение! Был ли полезен опубликованный материал? Да | Нет
cnc-club.ru
Статьи, обзоры, цены на станки и комплектующие.
Mach3 компенсация диаметра инструмента
Mach3 компенсация диаметра инструмента
Сообщение Rust511 » 17 сен 2013, 15:52

Re: Mach3 компенсация диаметра инструмента
Сообщение ukr-sasha » 17 сен 2013, 16:29
Re: Mach3 компенсация диаметра инструмента
Сообщение 2cme » 17 сен 2013, 16:41

Re: Mach3 компенсация диаметра инструмента
Сообщение NightV » 17 сен 2013, 18:52
Re: Mach3 компенсация диаметра инструмента
Сообщение Rust511 » 18 сен 2013, 10:07

Re: Mach3 компенсация диаметра инструмента
Сообщение ddmon » 18 сен 2013, 10:17
Re: Mach3 компенсация диаметра инструмента
Сообщение ukr-sasha » 18 сен 2013, 11:09
Re: Mach3 компенсация диаметра инструмента
Сообщение Rust511 » 18 сен 2013, 16:26
Re: Mach3 компенсация диаметра инструмента
Сообщение nik1 » 18 сен 2013, 19:28
Re: Mach3 компенсация диаметра инструмента
Сообщение NightV » 18 сен 2013, 20:22