
Трафаретные печатные формы. Изготовление печатных форм
 Трафаретная печатная форма – это готовый к печати шаблон, состоящий из рамы, ситовой ткани и копировального слоя. Правильное изготовление трафаретной формы является основным условием максимальной производительности, высокого качества и экономической эффективности шелкографии. Независимо от технологии, главная задача печати состоит в переносе изображения на материал с идеальным воспроизведением оригинала.
Трафаретная печатная форма – это готовый к печати шаблон, состоящий из рамы, ситовой ткани и копировального слоя. Правильное изготовление трафаретной формы является основным условием максимальной производительности, высокого качества и экономической эффективности шелкографии. Независимо от технологии, главная задача печати состоит в переносе изображения на материал с идеальным воспроизведением оригинала.
Печатные формы подразделяются на две группы: печатные формы, изготовленные вручную, и печатные формы, изготовленные фотомеханическим способом.
Трафаретные печатные формы, изготавливаемые вручную, мало применяются, поскольку их изобразительные возможности ограничены. Фотомеханические печатные формы изготавливаются прямым, косвенным и комбинированным способом.
Оригиналы и фотоформы
При разработке оригиналов для последующего воспроизведения способом трафаретной печати нужно учитывать уникальные художественные характеристики:
В качестве фотоформ в трафаретной печати применяется диапозитив, имеющий по отношению к оригиналу прямое изображение. Для изготовления диапозитивов используют высококонтрастные светочувствительные пленки.
 Для воспроизведения в тонах и полутонах следует применять растровые диапозитивы, не забывая об ограничивающем влиянии сетки-основы на воспроизводимое изображение. С одной стороны, сетка-основа ограничивает линиатуру воспроизводимого изображения, с другой стороны, регулярная структура ситовой ткани в сочетании с регулярной структурой растрового изображения может вызвать муар, то есть перелив цветовых оттенков. Поэтому на практике следует придерживаться следующих рекомендаций:
Для воспроизведения в тонах и полутонах следует применять растровые диапозитивы, не забывая об ограничивающем влиянии сетки-основы на воспроизводимое изображение. С одной стороны, сетка-основа ограничивает линиатуру воспроизводимого изображения, с другой стороны, регулярная структура ситовой ткани в сочетании с регулярной структурой растрового изображения может вызвать муар, то есть перелив цветовых оттенков. Поэтому на практике следует придерживаться следующих рекомендаций:
Подготовка поверхности сетки при изготовлении печатной формы
 При изготовлении трафаретных печатных форм большое значение имеет подготовка поверхности ситовой ткани, которая загрязняется на подготовительном этапе. Даже небольшое количество жира или грязи приведет к дефекту печатной формы. Поэтому обезжиривание и очистку поверхности сетки следует проводить непосредственно перед нанесением копировального слоя. Для обезжиривания ситовых тканей можно применять 10-20% щелочной раствор или каустической соды. После обезжиривания сетку промывают водой и проводят нейтрализацию 5% раствором уксусной кислоты, а затем еще раз тщательно промывают водой.
При изготовлении трафаретных печатных форм большое значение имеет подготовка поверхности ситовой ткани, которая загрязняется на подготовительном этапе. Даже небольшое количество жира или грязи приведет к дефекту печатной формы. Поэтому обезжиривание и очистку поверхности сетки следует проводить непосредственно перед нанесением копировального слоя. Для обезжиривания ситовых тканей можно применять 10-20% щелочной раствор или каустической соды. После обезжиривания сетку промывают водой и проводят нейтрализацию 5% раствором уксусной кислоты, а затем еще раз тщательно промывают водой.
Прямой способ изготовления печатных форм
 Копировальный раствор наносят на сетку-основу, предварительно натянутую на формную раму, высушивают, экспонируют изображение с диапозитива, при этом происходит задубливание пробельных участков, а далее водой вымывают печатающие элементы изображения. Копировальные растворы представляют собой коллоидные растворы различных полимеров, а порой это тонкие дисперсии твердых веществ в жидкости. Физические и химические свойства копировальных растворов, способы их нанесения и последующей обработки оказывают существенное влияние на технологические возможности и качество трафаретных печатных форм.
Копировальный раствор наносят на сетку-основу, предварительно натянутую на формную раму, высушивают, экспонируют изображение с диапозитива, при этом происходит задубливание пробельных участков, а далее водой вымывают печатающие элементы изображения. Копировальные растворы представляют собой коллоидные растворы различных полимеров, а порой это тонкие дисперсии твердых веществ в жидкости. Физические и химические свойства копировальных растворов, способы их нанесения и последующей обработки оказывают существенное влияние на технологические возможности и качество трафаретных печатных форм.
После нанесения и высушивания копировального раствора на сетке образуется копировальный слой, обладающий следующими свойствами: светочувствительность, способность к задубливанию, растворимость, толщина.
Максимальную светочувствительность копировального слоя получить нельзя, пока копировальный слой не будет абсолютно сухим. Копировальные слои гигроскопичны, они способны поглощать влагу из окружающего воздуха. Поэтому в помещении, где изготавливают печатную форму, необходимо поддерживать постоянные климатические условия, и после нахождения в сушильном шкафу копировальный слой должен быть подвергнут выдерживанию в течение некоторого времени в помещении цеха.
Способность копировального слоя к задубливанию зависят от состава копировального слоя и времени экспонирования. Следует учесть, что качество трафаретных печатных форм зависит от степени задубливания.
Способность копировальных слоев к восприятию влаги и их растворимость зависят от степени задубливания, полученной во время экспонирования. Основной причиной набухания копировального слоя при обработке копии является недостаточная экспозиция. Под влиянием влаги недостаточно задубленный копировальный слой увеличивает объем. Поэтому для получения хорошего качества и устойчивости трафаретных форм копировальный слой должен быть задублен на всю толщину.
Способность неэкспонированных и незадубленных участков копировального слоя растворяться зависит от его структуры (размера частиц), толщины и влияния отраженных и рассеянных лучей во время экспонирования.
Толщина копировального слоя зависит от трех факторов: толщины сетки, вязкости копировального раствора и метода его нанесения. Толщина копировального слоя оказывает большое влияние на способность воспроизведения деталей изображения. Естественно, чем толще копировальный слой, тем длительнее должно быть время экспонирования.
 Время вымывания печатающих элементов тонкого копировального слоя меньше. Однако, при нанесении тонкого слоя копировальный раствор при высыхании остается только в ячейках трафаретной сетки. Полые пространства между нитями не обеспечивают полного контакта формы с запечатываемой поверхностью. В эти пространства попадает печатная краска и сильно искажает край контура изображения.
Время вымывания печатающих элементов тонкого копировального слоя меньше. Однако, при нанесении тонкого слоя копировальный раствор при высыхании остается только в ячейках трафаретной сетки. Полые пространства между нитями не обеспечивают полного контакта формы с запечатываемой поверхностью. В эти пространства попадает печатная краска и сильно искажает край контура изображения.
 Толстый копировальный слой обеспечивает более полный контакт трафаретной формы с запечатываемой поверхностью, что, в конечном счете, меньше искажает края контуров изображений при печатании. В отличие от тонкого копировального слоя, толстый копировальный слой дает лучшее формирование края печатающего элемента и позволяет получить на оттиске даже рельефные изображения.
Толстый копировальный слой обеспечивает более полный контакт трафаретной формы с запечатываемой поверхностью, что, в конечном счете, меньше искажает края контуров изображений при печатании. В отличие от тонкого копировального слоя, толстый копировальный слой дает лучшее формирование края печатающего элемента и позволяет получить на оттиске даже рельефные изображения.
Факторами, которые определяют время экспозиции, необходимое для полного задубливания копировального слоя, являются: светочувствительность и спектральная чувствительность копировального слоя, его толщина, спектральный состав излучения источника света, мощность источника света, расстояние от источника света до стекла копировальной рамы, характер диапозитива (фотоформы).
Косвенный способ изготовления печатных форм
Изображение с диапозитива копируется на специальный материал, с копии удаляют незадубленные печатающие элементы, а затем переносят на подготовленную сетку, натянутую на раму. Перенесенную копию высушивают, а временную подложку удаляют. Копировальные материалы для изготовления трафаретных форм косвенным способом имеют бумажную или пленочную основу. Материал может быть очувствленным или неочувствленным. Копировальные слои могут различаться по толщине, светочувствительности, сроку службы и способности прилипать к сетке трафаретной формы. Способность копировального слоя, задубленного на пробельных элементах, прилипать к сетке является решающим фактором для обеспечения тиражестойкости печатной формы.
 Очувствление копировального материала обычно проводят раствором бихромата аммония. Оно может быть выполнено как мокрым, так и сухим способом. При мокром способе очувствление проводят в водном или спиртовом растворе бихромата аммония в течение 1-3 минут, а затем экспонируют диапозитив без высушивания копировального материала. При сухом способе очувствления на копировальный материал наливают водно-спиртовой раствор бихромата аммония, выдерживают 2-3 минуты, а затем высушивают при температуре не выше 30 o C. Диапозитив экспонируют на высушенный копировальный материал.
Очувствление копировального материала обычно проводят раствором бихромата аммония. Оно может быть выполнено как мокрым, так и сухим способом. При мокром способе очувствление проводят в водном или спиртовом растворе бихромата аммония в течение 1-3 минут, а затем экспонируют диапозитив без высушивания копировального материала. При сухом способе очувствления на копировальный материал наливают водно-спиртовой раствор бихромата аммония, выдерживают 2-3 минуты, а затем высушивают при температуре не выше 30 o C. Диапозитив экспонируют на высушенный копировальный материал.
 При любом способе очувствления копировального материала более высокая концентрация раствора бихромата аммония или более продолжительное время очувствления обеспечивают более короткую экспозицию. Водные растворы бихромата аммония дают меньшую светочувствительность, чем спиртовые. Температура очувствляющего раствора оказывает значительное влияние на светочувствительность, очувствление обычно проводят при температуре 18-20 o C.
При любом способе очувствления копировального материала более высокая концентрация раствора бихромата аммония или более продолжительное время очувствления обеспечивают более короткую экспозицию. Водные растворы бихромата аммония дают меньшую светочувствительность, чем спиртовые. Температура очувствляющего раствора оказывает значительное влияние на светочувствительность, очувствление обычно проводят при температуре 18-20 o C.
Светочувствительность копировального материала при изготовлении трафаретных печатных форм косвенным способом напрямую зависит от климатических условий в печатном цехе. Оптимальные условия: температура 18-22 o C при относительной влажности 60-65%. Слишком низкая влажность в рабочем помещении делает копировальный материал хрупким.
При незначительном улучшении качества печати косвенный способ изготовления печатных форм является более сложным в процессе изготовления и более дорогим, при этом тиражестойкость печатных форм значительно меньше, чем при прямом способе.
Комбинированный способ изготовления печатных форм
 Комбинированный способ изготовления печатных форм сочетают в себе достоинства прямого и косвенного. Для этого способа изготавливается специальный комплект, состоящий из копировального материала и копировального раствора. Они приготовлены из одного вида полимера, причем копировальный материал изготавливается без очувствляющего компонента. Специфика этого способа состоит в способе покрытия сетки копировальным слоем. На ровную поверхность укладывают копировальный материал основой вниз, сверху укладывают сетку, натянутую на раму, а затем наносят копировальный раствор. Копировальный раствор покрывает сетку, проходит сквозь нее и частично впитывается в сухой копировальный материал, расположенный внизу, и очувствляет его.
Комбинированный способ изготовления печатных форм сочетают в себе достоинства прямого и косвенного. Для этого способа изготавливается специальный комплект, состоящий из копировального материала и копировального раствора. Они приготовлены из одного вида полимера, причем копировальный материал изготавливается без очувствляющего компонента. Специфика этого способа состоит в способе покрытия сетки копировальным слоем. На ровную поверхность укладывают копировальный материал основой вниз, сверху укладывают сетку, натянутую на раму, а затем наносят копировальный раствор. Копировальный раствор покрывает сетку, проходит сквозь нее и частично впитывается в сухой копировальный материал, расположенный внизу, и очувствляет его.
Далее копировальный слой высушивают, отделяют временную подложку от копировального материала, а печатную форму изготавливают как при прямом способе. Такие формы имеют высокую адгезию копировального слоя к сетке, что обеспечивает большую тиражестойкость и четкий край печатающих элементов.
В процессе изготовления печатных форм любым способом, а также во время самой трафаретной печати возможно возникновение на пробельных элементах различных дефектов в виде прострелов, раковин, точек и других, которые необходимо заретушировать. Эту операцию можно выполнить, нанося кисточкой копировальный раствор, который следует высушить, а затем проэкспонировать.
Если вам требуется недорогая печать шелкографией вне зависимости от того, на какой материал требуется нанести изображение, то наша типография – правильный выбор.
Убедитесь в этом сами, станьте нашим клиентом, доверьте нам свой заказ.
Заголовок страницы
Наша компания производит оборудование и трафареты для шелкографии уже более 17 лет
Керамические Краски для декорирования закаливаемого и моллированного стекла.
Без Свинцовые и Свинцовые
Краски для декорирования стекла, керамические, тепловой (ИК) подсушки, используются для производства:
Архитектурного стекла (стеклянные фасады зданий, межкомнатные перегородки, ) Стекла для бытовых приборов (полки холодильников, стеклопанели газовых и электроплит, …),
Автостекла (лобовые, боковые и задние стекла, люк).
Краска подходит для моллированного стекла 1.8-3мм., для закалённого стекла от 3.2 до 20мм.
Все краски выполнены на флюсе, не содержащим в своем составе тяжелых металлов, фирмы ESMALTES (Spain). С использованием пигментов фирмы InCo (Италия). Краски имеют 12 основных цветов. И 5 дополнительных цветов (в диапазоне Желтый – Красный) кадмий содержащие. Изготовление красок по таблицам RAL. Подбор цвета по образцу.
Краски поставляются в виде пасты, затертой на трехвалковой краскотерке. Они приготовлены на водосмываемом связующим для шелкотрафаретной печати и валковой окраски.
Темперарутура для Маллирования 540-580С
Для получения качественного окраса стекла, рекомендуем придерживаться следующего технологического цикла:
1. Стекло должно быть сухим и чистым. Кромка по периметру стекла должна быть обработана. Температура в помещении должна быть не ниже + 10о С.
2. Краска полностью готова к работе. Для получения наилучших результатов, рекомендуем ее перемешать тихоходной мешалкой в течении 1..2 мин. (при этом вязкость уменьшается).
3. По необходимости краска разводится Разбавителем Медленным, Быстрым или их смесью.
4. Стекло окрашивается шелкотрафаретной печатью. Сетка от №30 до №100. Чем мельче используется сетка, тем красочный слой получается менее насыщенным и прозрачным.
5. Инструмент, технологическое оборудование или неудачно окрашенное стекло от краски (влажной или сухой) отмывается водой.
6. Обязательная температурная подсушка красочного слоя. Необходимо следить, чтобы в воздухе не было пыли (Пыль, оседая на красочный слой, портит его). При разведении краски Быстрым разбавителем, допускается обжиг стекла без подсушки, при условии выдержки окрашенного стекла в теплом помещении от 1 часа.
7. Перевозить краску можно при температуре не выше +30С (возможно расслоение и выпадение осадка на дно тары). Хранить краску следует в прохладном помещении. Можно при минусовых температурах.
Краски имеют Гигиенический сертификат СЭС.
Все вопросы по телефону или по Электронной почте.
Трафаретные формы для шелкографии
Краски для декорирования стекла, керамические, тепловой (ИК) подсушки, используются для производства:
Архитектурного стекла (стеклянные фасады зданий, межкомнатные перегородки, ) Стекла для бытовых приборов (полки холодильников, стеклопанели газовых и электроплит, …),
Автостекла (лобовые, боковые и задние стекла, люк).
Краска подходит для моллированного стекла 1.8-3мм., для закалённого стекла от 3.2 до 20мм.
Все краски выполнены на флюсе, не содержащим в своем составе тяжелых металлов, фирмы ESMALTES (Spain). С использованием пигментов фирмы InCo (Италия). Краски имеют 12 основных цветов. И 5 дополнительных цветов (в диапазоне Желтый – Красный) кадмий содержащие. Изготовление красок по таблицам RAL. Подбор цвета по образцу.
Краски поставляются в виде пасты, затертой на трехвалковой краскотерке. Они приготовлены на водосмываемом связующим для шелкотрафаретной печати и валковой окраски.
Темперарутура для Маллирования 540-580С
Для получения качественного окраса стекла, рекомендуем придерживаться следующего технологического цикла:
1. Стекло должно быть сухим и чистым. Кромка по периметру стекла должна быть обработана. Температура в помещении должна быть не ниже + 10о С.
2. Краска полностью готова к работе. Для получения наилучших результатов, рекомендуем ее перемешать тихоходной мешалкой в течении 1..2 мин. (при этом вязкость уменьшается).
3. По необходимости краска разводится Разбавителем Медленным, Быстрым или их смесью.
4. Стекло окрашивается шелкотрафаретной печатью. Сетка от №30 до №100. Чем мельче используется сетка, тем красочный слой получается менее насыщенным и прозрачным.
5. Инструмент, технологическое оборудование или неудачно окрашенное стекло от краски (влажной или сухой) отмывается водой.
6. Обязательная температурная подсушка красочного слоя. Необходимо следить, чтобы в воздухе не было пыли (Пыль, оседая на красочный слой, портит его). При разведении краски Быстрым разбавителем, допускается обжиг стекла без подсушки, при условии выдержки окрашенного стекла в теплом помещении от 1 часа.
7. Перевозить краску можно при температуре не выше +30С (возможно расслоение и выпадение осадка на дно тары). Хранить краску следует в прохладном помещении. Можно при минусовых температурах.
Краски имеют Гигиенический сертификат СЭС.
Все вопросы по телефону или по Электронной почте.
Технология шелкографии — трафаретной печати (схематично-поверхностно)
Шелкография технология. Приведённая ниже информация не должна рассматриваться как прямое руководство к действию. Информация является обзорной, главная задача — донести некий минимум до тех, кто не представляет себе, что такое шелкография / трафаретная печать и помочь с выбором оборудования.
Так как в технологической цепочке существует много ключевых моментов, то настоятельно рекомендуем внимательно изучить литературу по данной тематике и проконсультироваться с поставщиками оборудования и материалов.
Шелкография технология. Трафаретная печатная форма
Технология шелкографии подразумевает, прежде всего, изготовление трафаретной печатной формы. Для изготовления, как правило используют алюминиевые жёсткие рамы.

Гораздо реже используют рамы-роллеры и деревянные рамы. Первые в силу относительной дороговизны, а вторые, деревянные рамы — самый экономичный вариант, но не самый лучший.
С помощью натяжных устройств растягивается специальная сетка из полиэстра или нержавеющей стали, затем сетку в растянутом состоянии приклеивают к раме.
На видео: показан процесс натяжения сетки на высококлассном натяжном устройстве SAATI TOP12.
Существуют также более простые и более дешёвые механические натяжные устройства. Некоторые печатники используют в качестве натяжных устройств рамы-роллеры, хотя они для этого и не предназначены. Если же их использовать по прямому назначению, то отсутствует необходимость в отдельном натяжном устройстве и клее.
На видео: процесс натяжения сетки на раме-роллер
После того, как сетка натянута и приклеена к раме, используя вещества, которые попадают под общее название «химия», сетку шерохуют и обезжиривают.
Наносим фоточувствительный слой — это фотоэмульсии или капиллярные плёнки.
В ракель-кювету наливают фотоэмульсию и наносят её с двух сторон сетки.
На видео: нанесение эмульсии с помощью ракель-кюветы.
Далее сушим на стеллажах или в специализированных сушилках.

На фото: сушильный шкаф для трафаретных печатных форм
При большой загрузке трафаретного участка используют сушильные шкафы, в которых помещается несколько стеллажей.
Следующий этап технологии трафаретной печати (шелкографии)- экспонирование. Экспонирование с цветоделённых плёнок происходит в экспозиционных устройствах с вакуумным прижимом, как правило, контактным способом.

На фото: экспозиционное устройство с точечным источником света
После экспонирования — проявка. Незасвеченные участки фотослоя растворяются в воде, засвеченные остаются на сетке. Проявка происходит на стендах, имеющих подсветку и не допускающих разбрызгивания.
На видео: показан процесс подготовки сетки перед нанесением фотоэмульсии, нанесение фотоэмульсии, сушка, экспонирование и проявка.
Трафаретная печатная форма готова. Количество печатных форм = количеству плёнок = количеству красок, которыми будет печататься дизайн. Необходимо отметить, что в большинстве случаев, трафарет можно удалить с сетки и нанести фотослой заново — т.е. изготовить новый трафарет (процесс называется «регенерация»).
На фото: так выглядит трафарет при увеличении
Из-за особенностей используемого оборудования печать разделяют на текстильную и графическую.
Шелкография технология. Текстильная трафаретная печать
Печать происходит на карусельных станках. В печатающих головках крепятся печатные формы, а на столы надеваются футболки. Краска продавливается через трафарет с помощью ракеля. На ручных станках печатаем первый цвет на всех надетых на столы футболках, затем второй цвет и т.д. На автоматических станках печать происходит одновременно на всех печатающих головках.
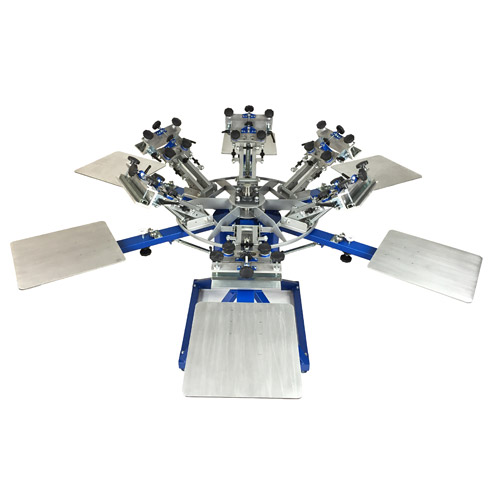
На фото: ручной карусельный станок для печати на футбоках
Когда же требуется действительно хорошая производительность, используются автоматические текстильные карусельные станки.

На фото: автоматический карусельный станок для печати на футболках
По направлению вращения столов устанавливается промежуточная сушилка — «подсушка». На ручном станке она размещается таким образом, чтобы подсушивать краску на одном столе, в то время, пока печатник печатает на другом. Используется она, когда не печатают «влажным-по-влажному», то есть, практически всегда. На автоматическом станке устанавливается, как правило, вместо печатающей головки.
 На фото: промежуточные сушилки — «подсушки» используются при многоцветной печати
На фото: промежуточные сушилки — «подсушки» используются при многоцветной печати
После того, как напечатан последний цвет, футболку снимают со стола и пропускают через туннельную конвейерную сушилку для окончательной сушки. Если производительность не нужна, то для окончательной сушки можно использовать промежуточную сушилку (плюс: заметная экономия средств, минус: существенная потеря производительности — в несколько раз).

Шелкография технология. Графическая трафаретная печать
Классический вариант — станок с одной печатной формой и столом, обеспечивающим вакуумный прижим изделия / дистовых материалов. Многоцветная печать осуществляется последовательно: печатаем первый цвет на некотором тираже, сушим, меняем печатную форму, печатаем следующий цвет и т.д.

Полуавтоматический станок трафаретной печати
В зависимости от используемых красок используются различные варианты сушилок. УФ сушилки используются для сушки красок, лаков и других материалов с УФ отверждением

Конвейерная УФ сушилка

ИК конвейерная сушилка с циркуляцией воздуха в туннеле — высокопроизводительная альтернатива стапельной сушилки (на фото: сушилка Turbo JetStar)
Стапельная сушилка — экономичный вариант для работы с сольвентными красками

На фото: стапельные сушилки
Вместо заключения
Каждый тип перечисленного выше оборудования имеет различные варианты как в конструкционных особенностях и характеристиках, так и в цене. Поэтому, прежде всего, нужно определиться с задачами. Как минимум, это:
• Вид печати (текстильная или графическая)
• Максимальный размер печати
• Максимальное кол-во цветов/красок
• Максимальная производительность (например, оттисков/час, футболок/смену и т.д.)
• Планируется ли полноцветная печать
Дополнительную информацию см. в разделе Статьи и информация, в разделе часто задаваемые вопросы FAQ, а также в других разделах нашего сайта.
Расходные материалы для шелкографии
Трафаретная печать, которая также называется шелкография, — технология печати, известная в мире с давних времен, но остающаяся актуальной и в наше время благодаря простоте технологии и своей гибкости. Этот специальный метод успешно используется в различных областях: от полиграфии до пищевого производства. С широтой применения шелкографии связано разнообразие и богатый ассортимент расходного материала для печати по этому методу, который представлен в нашем каталоге.
Ассортимент
Расходный материал для трафаретной печати делится на разновидности в зависимости от области применения. Вот лишь некоторые из областей:
В нашем каталоге можно найти следующие расходники для трафаретной печати: краски на основе растворителей, водные и ультрафиолетовые; усилители адгезии красящих веществ к различным основаниям, разбавители и растворители для сольвентных и УФ-красок; пластизолевые, силиконовые, вытравные краски и пигменты; клеи, подложки и фольга; сублимационные; глиттеры и многое другое.
Материалы для шелкографии по выгодным ценам
Залогом успеха для владельцев печатного бизнеса и всех тех, кто использует печатную сетку (трафарет), является не только технически оснащенное производство, но и наличие надежного поставщика материалов. Если вы хотите купить расходные материалы для шелкографии в Москве, обращайтесь в фирму «Эзапринт». На нашем складе всегда в наличии имеются любые необходимые расходники в достаточном количестве и ассортименте. Мы поставляем продукцию ведущих мировых производителей с гарантией качества и по выгодным ценам. Успешно работаем с 1995 года и установили партнерские отношения с более чем 1500 клиентами в России и СНГ.
Чтобы купить нужные расходники, оставьте заявку, позвонив по указанным на сайте телефонам. Или отправьте нам сообщение, заполнив онлайн-форму. Наш специалист свяжется с вами, ответит на возникшие вопросы, поможет определиться с выбором и оформит заказ. Предусмотрена доставка по г. Москва и другим городам.