
Прибор ультразвуковой полировки ULTRAFORM UF5600

Преимущества прибора UF5600:

Внешний вид прибора ультразвуковой полировки Ultradorm UF5600: все органы управления на передней панели
Прибор для ультразвуковой полировки ULTRA FORM UF 5600 комплектация:

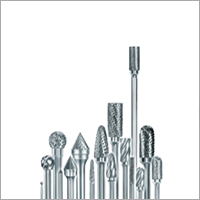
Ультразвуковая ручка прибора

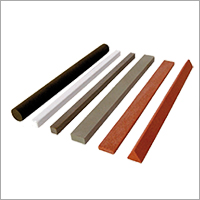
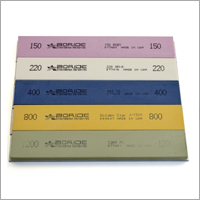
Стартовый набор инструмента слева направо: ключи, напильники гальванизированные, керамические камни, спеченные напильники, зажимы для оправок и притиров
Основные рекомендации и пояснения для полировки ультразвуковым прибором.
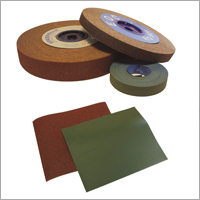
Гальванизированные напильники наиболее универсальны. Они лучше всего работают по твердым и прямолинейным поверхностям, легко удаляют следы прожига после электроэрозионного станкаЭЭС. Вы самостоятельно выбираете какие по форме и размеру зерна напильники Вам подходят.
Спеченные напильники можно профилировать под форму выполняемой задачи. Напильники различаются формой рабочей зоны и длиной оправки. Калиброванное по размеру зерно алмаза распределено в теле рабочей головки
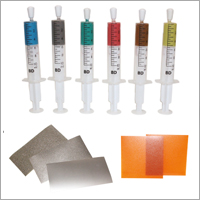
Алмазная паста с размером зерна от 15 мкм до 0,5 мкм на твёрдых и мягких оправках является активным агентом при ультразвуковой полировке. Чем мельче паста, тем мягче должна быть оправка.
Керамические камни прекрасно работают по очень твердым сплавам и металлам средней твёрдости. Керамические камни обеспечивают равномерный след шлифования за счет калиброванного режущего волокна. Камни наиболее рекомендуются для черновой и получистовой обработки поверхностей после электроэрозионного станка.
Опция: педаль-выключатель для управления UF5600
Выключатель ножной ARGOFILE UF7504
Педаль повышает безопасность проведения полировочных работ и общую культуру производства.

Педаль «лягушка» имеет кабель 2 метра
Опция: источник света 150 ватт и осветитель холодного света на подставке Streppel
Источник света KLB 150 ( Streppel HALOLUX 150)
Профессиональный источник гомогенного света с регулятором яркости. Рассчитан на длительный режим работы, может использоваться без выключения в индустриальных условиях, снабжен вентилятором и предохранительным датчиком температуры.
Осветитель двухнитевой на подставке (Streppel Fibralux)
Универсальный лабораторный не нагревающийся осветитель (холодного света) на подставке. Использует принцип гибкого световода, не передающего тепло при очень ярком освещении. Два раздельных пучка света под произвольным углом. Очень удобен для полировочных и ремонтных работ.

Качественный свет даёт максимальное удобство для работы полировщика или контролёра
Прибор ультразвуковой полировки пресс-форм и штампов ULTRAFORM UF5600 скачать листовку, (.pdf, 1,0 МБ)
Прибор ультразвуковой полировки ULTRAFORM UF5600 (оригинальная инструкция)скачать, (.pdf, 1,8 МБ)
Прибор ультразвуковой полировки ULTRAFORM UF5600 купить в наличии
Для того чтобы купить прибор ультразвуковой полировки Ultraform UF5600 позвоните или напишите в нашу компанию. Данное оборудование всегда есть в наличии. Также перед покупкой прибора для ультразвуковой полировки и шлифовки вы можете ознакомится с его работой посетив наш демозал.
Ремонт пресс-форм и штампов
Электроинструмент





Пневматический инструмент

Инструменты для обработки поверхности





Шлифовальные и полировальные инструменты



Ротационный инструмент




Микросварочные аппараты


Нанесение упрочняющих покрытий

Рабочее место слесаря полировщика






Общая информация по полировке металлических поверхностей пресс-форм, рекомендации и советы
Искусство полирования отрабатывается годами, чтобы достичь совершенства. Для начала, вот некоторые основные принципы и способы зачистки, ручного мелкозернистого шлифования и алмазного полирования.
Хотя искусство полирования совершенствуется годами, вот некоторые принципы, соблюдение которых поможет в начале этого пути. Давайте рассмотрим три главных процесса, благодаря которым получается полированная до блеска металлическая поверхность:
Подготовка поверхности / Зачистка
Правильная техника зачистки
Технически, машинная обработка является точкой отсчета процесса обработки поверхности, но именно на этапе зачистки все и начинается. После машинной обработки металла его поверхность обычно шероховатая с неровностями и отметинами. Полировщики должны пользоваться ручной шлифовальным станком, который специально предназначен для снятия небольших излишков металла и получения поверхности достаточно гладкой для того, чтобы её можно было подвергнуть мелкозернистому шлифованию и, наконец, алмазному полированию.
Шлифовальные станки имеют тенденцию следовать волнистым контурам грубой поверхности, что усложняет получение ровной и гладкой поверхности для последующей обработки. По возможности, делайте шлифующие движения под углом 45-90 градусов относительно неровностей, образованных вследствие предварительной машинной обработки. Следите за тем, чтобы ваши руки двигались уверенно и жестко, контролируя каждое движение инструмента, так как от этого во многом зависит гладкость поверхности и объем полировальных работ впоследствии. Перед началом зачистки определитесь, как и чем именно лучше держать шлифовальный станок, чтобы он правильно соприкасался с обрабатываемой поверхностью. По возможности, установи- те обрабатываемую деталь так, чтобы было удобнее работать со шлифовальным станком и обе- спечить четкие и точные движения инструмента.
Скорость и обороты
Внимательно следите за направлением вращения. Если двигать инструмент в направлении, противоположном направлению вращения, то он, как правило, сходит с нужной траектории. И наоборот, если двигать инструмент в направлении вращения диска, то рез может получиться глубже, чем требуется.
Скорость шлифовального станка является другим немаловажным фактором. Помните, самое большое значение имеет скорость поверхности инструмента относительно обрабатываемого металла. Иными словами, скорость поверхности маленького диска меньше скорости поверхности большого диска при одинаковом числе оборотов в минуту. Если необходим контроль скорости поверхности инструмента, то используйте реостат, двухзажимный переменный резистор. Не старайтесь обработать как можно большую площадь за одно движение инструментом. Очень сложно контролировать инструмент и добиться равномерного распределения нагрузки на диск на большой площади. Опытный специалист сначала работает на маленьких участках, которые затем объединяет в одно целое.
Слушайте и чувствуйте
При работе с ручным шлифовальным станком существуют некоторые важные признаки, которые распознаются с опытом. Например, если во время шлифования мотор замедляется, значит на инструмент прилагается чрезмерное усилие. Диск или камень выполняют свои функции только при вращении на правильной скорости. Чем выше скорость инструмента, тем быстрее снимается металл.
Изменения звука работы станка указывает на изменение скорости его работы. Необходимо “чувствовать” нужное усилие, но о многом может сказать и звук работы шлифовального станка, и вид получаемой поверхности. Если камень или диск вибрирует и становится тяжело равномерно перемещать его по металлической поверхности, то, возможно, он истерся или забился стружкой. Исправьте ситуацию, используя правильный камень.
Если шлифование неравномерное, то это происходит из-за снижения или увеличения скорости. Попытка обработать слишком большую площадь ухудшает контроль над инструментом, вызывает вибрации и изменение скорости. Опять же, лучше обрабатывать небольшие участки один за другим; а затем объединить их в одно целое. Устойчивость шлифовального станка, равномерность движений и постоянство усилия на шлифовальный инструмент определяет качество работы и время, необходимое для ей завершения. Следите за тем, чтобы не снять больше материала, чем необходимо.
Советы и подсказки по зачистке
Ручное мелкозернистое шлифование
Правильная техника ручного мелкозернистого шлифования
Когда металлическая поверхность достаточно отшлифована, необходимо определить готовность поверхности к последующему ручному мелкозернистому шлифованию. Проверьте фрезерованные поверхности на предмет необходимости ручной зачистки следов фрезера. Отшлифованные поверхности не должны иметь разрывов. Ручная отделка шлифованием должна быть тонкой и не иметь неровностей и следов. Убедитесь, что следы от работы надфилем не имеют разрывов и волн. Если все участки обработаны наилучшим образом, то самое время начинать мелкозернистое шлифование.
Выбор размера зерна для начала работы зависит от уровня шлифования после машинной обработки, шлифовки или опиловки. Машинная обработка обычно оставляет более грубую поверхность чем шлифование; поэтому в этом случае необходимо использовать инструмент с более крупным зерном. После шлифования же можно использовать зерно помельче.
Предварительное мелкозернистое шлифование следует начинать с зернистости 320 для удаления оставшихся углублений, волн и прочих недостатков для достижения гладкой поверхности. Если дефекты неглубокие, то вполне будет достаточно камня зернистостью 320. Камень необходимо перемещать по поверхности вперед-назад со средним усилием, под углом 45 или 90 градусов относительно последних отметин от инструмента.
Очищайте и смазывайте шлифовальные камни
Перекрывайте все царапины
С чисто физической точки зрения полирование представляет собой процесс нанесения перекрывающих друг друга царапин, которые становятся все тоньше и тоньше. Чтобы этого достичь, важно изменять угол (направление) шлифования каждым новым камнем с более мелким зерном. В этом случае царапины, оставленные зерном одного размера, “сотрутся” камнем с зерном размером мельче. Крайне важно, чтобы каждый камень с зерном мельче полностью стирал все царапины, оставленные камнем предыдущего размера зернистости. Если это условие не соблюдено, то в результат получится хоть и блестящая, но оцарапанная поверхность.
По завершении каждого этапа шлифования камнем одной зернистости, тщательно вымойте всю рабочую область свежим полировочным маслом и протрите чистой тканью, чтобы удалить все твердые частички, оставшиеся на поверхности. Это необходимо для того, чтобы ни одна частичка от предыдущей камня не была “подобрана” камнем с мелким зерном, приведя к образованию глубоких царапин. Чтобы еще больше обезопасить мелкозернистые камни от попадания в них зерна крупнее, смазывайте камни в только что вскрытой банке шлифовального масла, а не того, которое уже использовалось для промывки более грубых камней. Лучше всего хранить камни разной зернистости в разной таре.
Подсказки и советы по мелкозернистому шлифованию
Правильная техника алмазного полирования
Полируйте поверхность до тех пор, пока на ней не останется никаких отметин и царапин, кроме тонких круглых следов от ротационного инструмента. Следов предшествующей шлифовки не должно быть видно вообще. Если они все же остались, воспользуйтесь чуть более грубой алмазной смесью и в легким усилием обработайте поверхность медной щеткой до удаления таких следов. Затем смесь с такой же зернистостью необходимо применить с волосяной щеткой, чтобы удалить следы работы медной щетки. (Если применение более грубой смеси не помогло удалить следы шлифовки, то перед продолжением полировки следует обработать поверхность шлифовальным камнем с более мелким зерном, чем у используемого на последнем этапе шлифования.
Перед сменой алмазной смеси на более тонкую, тщательно очистите поверхность формы для удаления любых частиц от предыдущего этапа обработки. Обычно для этого применяют чистую ткань или вату с очищенным маслом или спиртом. Не используйте щетки и войлочные насадки, которыми вы работали с пастой одной зернистости, для пасты с другой зернистостью.
Подсказки по алмазному полированию
Сравнительная таблица зернистости POV
Данная таблица с маркировкой типовых отделок поможет в общении с заказчиками. Указание этих маркировок на чертежах деталей поможет изготовителю пресс форм придать ей нужную степень полировки. Так как отделка отличается в зависимости от материалов, данную таблицу следует использовать только как справочную.
Таблица рекомендаций SPI
| Отделка SPI | Основа | Типовые применения | ||
| A-1 | Класс #3 Алмаз | Линза / Зеркало – требуется материал 420 SS | ||
| A-2 | Класс #6 Алмаз | Высокополированные детали | ||
| A-3 | Класс #15 Алмаз | Высокополированные детали | ||
| B-1 | Наждачная бумага 600 | Среднеполированные детали | ||
| B-2 | Наждачная бумага 400 | Среднее полирование | ||
| B-3 | Наждачная бумага 320 | Средне – низкополированные | ||
| C-1 | Полировальный брусок 600 | Низкополированные детали | ||
| C-2 | Полировальный брусок 400 | Низкополированные детали | ||
| C-3 | Полировальный брусок 320 | Низкополированные детали | ||
| D-1 | Стекл. шарики для дробеструй- ной обработки | Сатинированная отделка | ||
| D-2 | Дробестр. обраб. # 240 оксидные частички | Матовая отделка | ||
| D-3 | Дробестр. обраб. # 24 оксидные частички | Матовая отделка | ||
Свяжитесь с нами и получите дополнительную техническую информацию и цены на: