
Как программируют станки на заводах
От токарных до лазерных
Программисты востребованы везде, даже на производстве. Дело в том, что изготавливать каждую деталь вручную долго, поэтому нужна автоматизация. А где автоматизация, там программы и алгоритмы. Сегодня покажем вам направление в ИТ, о котором мы ещё не говорили: программирование станков с ЧПУ.
 Токарный станок с ЧПУ, который вытачивает детали из металла.
Токарный станок с ЧПУ, который вытачивает детали из металла.
Что такое станки с ЧПУ
Чтобы понять, что такое станок с ЧПУ, нужно сначала понять, что такое обычный станок, например токарный. У тебя есть некая металлическая заготовка, например цилиндр. Ты закрепляешь его на станке. Место закрепления начинает вращаться (это место называют шпинделем), вместе с ним вращается закреплённая заготовка, а токарь с помощью специального резца может вырезать из заготовки деталь нужного размера и формы. Пока что всё вручную.
Теперь берём этот же станок, но делаем так, чтобы резцы ездили сами в разных плоскостях. Вешаем всевозможные датчики — скорости вращения, температуры и нажима. И делаем так, чтобы деталь вытачивал не токарь, а сам станок.
Чтобы управлять таким автоматическим станком, нужен некий управляющий модуль — который заставит заготовку вращаться, а резцы ездить в нужные стороны. Вот этот блок и называют блоком ЧПУ — числового программного управления.
Каждый блок ЧПУ соединён со всеми основными частями станка, чтобы ими можно было управлять или контролировать их состояние. Например, в токарном станке ЧПУ будет следить:
Блоки ЧПУ нужны для того, чтобы автоматизировать работу станка. Ты программируешь, что куда должно ездить и как вращаться, а станок это исполняет.
Что на производстве можно запрограммировать
Запрограммировать можно всё, в чём есть блок ЧПУ — хоть станок для работы по дереву, хоть установку для лазерной резки, хоть манипулятор с точечной сваркой. Главное, чтобы нужные части производственного агрегата были снабжены приводами и датчиками.
Привод — это то, что заставляет что-либо двигаться. Например, чтобы сделать роборуку, нужно 5–6 приводов, которые будут приводить в движения сочленения роборуки. Приводу можно сказать: «Разогнись на столько-то градусов» или «Повернись так-то», и он будет приводить в движение то, что к нему присоединено.
Датчик — это штука, которая собирает какие-то данные. Например, скорость вращения, температуру, нажим, угол сгиба. Благодаря датчикам можно сказать: «разгибай привод такой-то, пока не почувствуешь датчиком нажима такую-то силу нажима».
Как пишутся программы для ЧПУ
Есть два варианта: автоматически создать программу из макета детали или написать её с нуля.
Чаще всего используют первый вариант — сначала рисуют в деталь в 3D (для этого есть специальный софт), а потом программа сама формирует нужный код для станка, чтобы получилась нарисованная деталь. Минус такого подхода в том, что код может получиться неоптимальным: будет выполняться слишком долго или в процессе получается много отходов.
Второй подход — написать программу вручную с нуля. Для этого нужно идеально знать все параметры станка и возможные состояния каждого датчика. Это сложнее, зато даёт больший контроль над тем, как изготавливается деталь.
На практике обычно делают так: рисуют трёхмерную модель, выгружают на основе неё код для ЧПУ, а потом дорабатывают его, если требуется.
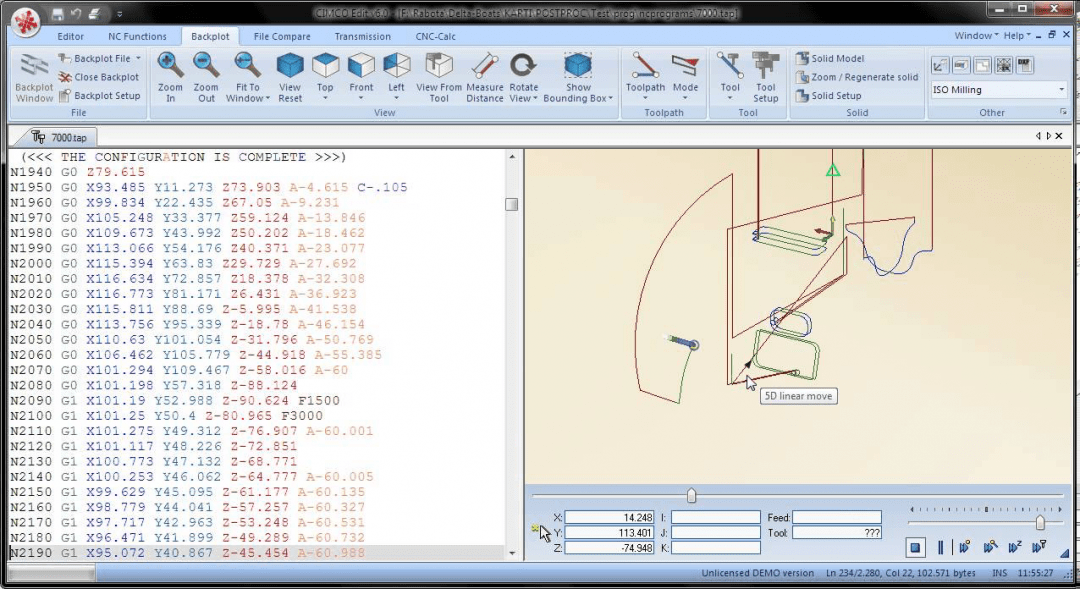 Программа сгенерировала код для станка, который можно сразу поправить, если нужно.
Программа сгенерировала код для станка, который можно сразу поправить, если нужно.
На чём пишут такие программы
Код для станков с ЧПУ пишут на языке программирования G-code. Это относительно общий стандарт для всех станков с ЧПУ, но детали, коды и последовательности у разных производителей отличаются. Проще говоря, нельзя просто так перенести программу со станка одной фирмы и запустить на станке другой фирмы — команды могут не совпасть.
Язык G-code так называется потому, что в нём почти все команды начинаются с буквы G, за которой идут числа — команды для станка. Ещё есть буква M — она используется для обозначения дополнительных кодов и O — для подпрограмм. Но это деление условно и может меняться у каждого производителя станков.
Как выглядит программа для ЧПУ
Если мы заглянем в код, то увидим такое:
N1 G17 G20 G34 G40
N2 T1 M16
N3 S8600 M2
N4 G54
N5 M8
…
N-код отвечает за номер строки — они могут пригодиться, если нам нужно перепрыгнуть на какую-то определённую строку или пропустить часть команд. M отвечают за детали, например, команда N3 S8600 M2 означает, что нужно раскрутить рабочий шпиндель (за него отвечает M2) до скорости 8600 оборотов в минуту (команда S8600).
Так команда за командой станок выполняет определённые действия, и на выходе получается нужная нам деталь.
Особенность программирования станков
В отличие от компьютера, где для каждой программы и переменной выделяется новый и пустой участок памяти, в станках всё по-другому. Дело в том, что программа в момент запуска не знает, в каком положении находятся резцы, закреплены ли направляющие и так далее. Если просто запустить программу без подготовки, ЧПУ, например, может подвинуть ещё левее резец, который и так находится в самом левом положении, и тогда может сломаться привод или крепление резца.
Чтобы такого не было, перед каждым запуском в программу встраивают команды обнуления и инициализации, чтобы каждый элемент вернуть в исходное положение. Это лучше, чем просто проверить, что где находится — после обнуления мы точно будем знать, что все элементы станка находятся в известной нам позиции и программа сможет с ними правильно работать.
Также важно понимать, что станки работают с живым материалом: металлом, деревом, акрилом, камнем и т. д. Материал несовершенен, может иметь внутренние дефекты, может плавиться и трескаться. Резцы и шпиндели тоже сделаны из каких-то материалов, у которых есть пороги нагрева, прочности и скорости. Если в компьютерном коде ошибиться и вызвать переполнение памяти, то компьютер просто зависнет. Ты его перезагрузишь, и всё. А у станка можно сломать резец или повредить шпиндель. А стоит это хозяйство будь здоров.
Получается, это такое же программирование и алгоритмы, как и на других языках?
Независимо от того, программируем ли мы сервер или станки на заводе, в основе всего лежат алгоритмы: логика работы, переменные, циклы, подпрограммы и проверки условий. Поэтому если вы знаете, как устроены алгоритмы и можете программировать на любом языке программирования, то и освоить программирование для ЧПУ будет намного проще.
Управляющая программа чпу: основы построения


Рис. 1. Эскиз выполнения паза в поверхности детали
В табл. 1 приведена карта кодирования информации, включающая в себя последовательную запись программы, а также соответствующие каждому кадру управляющей программы опорные точки адреса перемещений инструмента. Расчет траектории фрезы выполнен с применением коррекции ее диаметра непосредственно по технологическим размерам детали. Точки включения и отключения корректора диаметра обозначены в карте символом (*).

* – точки включения и отключения корректора диаметра инструмента
Как видно из циклограммы (рис. 1), движение инструментов от исходной точки перемещения 0 к детали осуществляется через исходную точку управляющей программы чпу 1, которая располагается на плоскости безопасности. Перемещение из точки 0 в точку 1 осуществляется отрезком позиционирования (на ускоренной подаче) одновременно по трем координатным осям на ускоренной подаче. Плоскость безопасности обычно располагается на расстоянии от наивысшей точки детали (вдоль оси Z), равном: Z п = мм. Приближение к детали через плоскость безопасности осуществляется всеми без исключения инструментами, участвующими в обработке. При прохождении инструментами плоскости безопасности обычно производится запуск вращения шпинделя и его останов, а также включение и отключение подачи охлаждающей жидкости.
Перемещение инструментов от плоскости безопасности непосредственно к зоне обработки осуществляется на ускоренной подаче в направлении Z-. После окончания перехода отвод инструментов к плоскости безопасности осуществляется аналогичным образом на ускоренной подаче в направлении Z+. Все перемещения инструментов в зоне обработки, включая холостые ходы, осуществляются на рабочей подаче с заданной скоростью.
Начало управляющей программы чпу на языке FANUC обозначается %; в следующем кадре управляющей программы записывается ее имя, включающее букву о, и цифровое обозначение, например о4318 (табл. 1).
Кадры управляющей программы обычно нумеруются с заданным интервалом порядковых номеров, например: N105, N110, N115. В первых кадрах управляющей программы указывается план обработки детали: функцией G17 для плана X-Y; функцией G18 для плана X-Z (рис. 2). Отметим, что во многих современных обрабатывающих центрах план X-Y вводится по умолчанию; вводить его функцией G17 в начале каждой управляющей программы необязательно.

Рис. 2. Планы обработки обрабатывающих центров: а) основной план обработки горизонтального обрабатывающего центра (Положение 1); б) вспомогательный план обработки горизонтального обрабатывающего центра (Положение 2); в) план обработки вертикального фрезерного станка штатным инструментом
В кадре вызова очередного инструмента желательно давать его краткое описание, например: (фреза Ø16). Данная информация, записанная в скобках, предназначена только для оператора (см. табл. 1) и не считывается системой ЧПУ станка. Для вызова инструмента шпиндель приходит в исходную точку перемещения 0, часто совпадающую с нулевой точкой системы координат станка. Движение в точку 0 осуществляется командой: G91_G28_X0_Y0_Z0. Затем по функции G54 осуществляется вход в систему координат детали X-Y-Z, с которой увязаны все дальнейшие перемещения инструмента. Вызов инструмента Т2 управляющей программой чпу производится по функции М6: М6 Т2.
После вызова инструмента производится включение в действие абсолютной системы отсчета (функция G90) и движение фрезы на ускоренной подаче (функция G0) в исходную точку управляющей программы 1. Одновременно с этим командой G43 H2 (табл. 1) включается корректор длины инструмента. Исходная точка расположена: в направлении оси Z на расстоянии 50 мм над деталью; в направлении оси X напротив центра симметрии прорези; в направлении Y в стороне от детали.
Следующим кадром программы осуществляется запуск вращения шпинделя по часовой стрелке (функция М3) с заданной частотой S=600 об/мин (табл. 1), а также включение подачи охлаждающей жидкости (функция М8). Далее инструмент приближается к зоне обработки до высоты равной 2 мм над деталью (точка 2). Затем управляющая программа чпу включает рабочую подачу (функции G1), на которой со скоростью F=1000 мм/мин следует выход фрезы на заданную глубину обработки (точка 3).
Последующие рабочие перемещения фрезы связаны непосредственно с изготовлением прорези. Вначале фреза подходит к одной из стенок прорези (точка 4) с одновременным включением корректора диаметра инструмента (функция G41). Далее на рабочей подаче F=80 мм/мин происходит непосредственно съем металла (точки 5,6,7). Выйдя из тела заготовки, фреза перемещается к центру симметрии прорези (точка  с одновременным отключением корректора диаметра инструмента (функция G40).
с одновременным отключением корректора диаметра инструмента (функция G40).
Отвод инструмента от детали к плоскости безопасности (точка 9) производится на ускоренной подаче. Одновременно с этим осуществляется останов шпинделя (функция М5) и отключение подачи охлаждающей жидкости (функция М9). Затем командой: G91_G28_X0_Y0_Z0 шпиндель возвращается в исходную точку перемещений (0). Далее следует вызов очередного инструмента (M6_Тi) для продолжения обработки детали. Если переход, осуществляемый данным инструментом, является последним в процессе проведения операции, то вместо вызова следующего инструмента следует команда на окончание управляющей программы чпу и остановку станка: М2 или М30.
Особенности, виды, различие управляющих программ для ЧПУ устройств
Программы для ЧПУ устройств. Виды CAM, CAD. Системы ЧПУ. Различие управляющих программ для ЧПУ. Совместимость управляющих программ и систем ЧПУ.
Отличительной особенностью современных программ для управления оборудованием с ЧПУ является его упрощение и внедрение ориентированных на удобство работы интерфейсов. Процесс работы станка отодвигается на второй план. На первое место выходит CAD моделирование и HMI (human interface – человеческое лицо станка).
Особенности
Первые программно-управляемые системы начали внедряться в СССР во время второй мировой войны. Этими устройствами были шифровальные аппараты. Их незатейливое устройство позволяло пользоваться ими операторам с невысокой квалификацией. Большое количество механических деталей этих аппаратов снижало их надежность, поэтому следующим этапом развития систем число-программного управления стали полностью электронные устройства.
Самым большим тормозом внедрения первых электронных систем ЧПУ была сложность восприятия программирования техническим персоналом. Не имея возможности вмешиваться в процесс управления из-за несовершенства оборудования, операторы тяжело воспринимали навыки работы с ним. В СНГ такая ситуация сохранялась до конца прошлого века. Обусловлена она была отсутствием компьютерной грамотности у населения из-за слабого распространения персональных компьютеров.
В настоящее время СНГ активно догоняет западные страны в развитии и внедрении ПО для управления станками с ЧПУ. Отечественные производители разработали собственные аппаратные платформы и CAD системы. Очень активно развивается малое ЧПУ станкостроение в Украине и Белоруссии.

Виды программного обеспечения для ЧПУ устройств
Для современного оборудования характерна глубокая автоматизация всех процессов с минимизацией человеческого труда. Это стало возможно благодаря созданию программных комплексов компьютерного моделирования. Автоматизация проектирования состоит из трех основных этапов:

Процесс разработки нового поколения автомобиля и запуск его производства в середине прошлого столетия занимал целое десятилетие. Благодаря появлению специализированного ПО для программирования станков с ЧПУ, этот процесс сократился в десятки раз.
Интересно! До появления современных CAD платформ, таких как AUTOCAD, CATIA, SolidWorks, Inventor, инженеры прописывали технологические программы вручную. Десятки тысяч строк кода занимали огромный объем на бумажных носителях информации. Одна программа в 100 килобайт загружалась с них по 30 минут.
Технологический цикл
Расчет траектории движения инструмента, или другого исполнительного органа станка, занимает большое количество времени. Формирование управляющего кода из G-команд без специализированного ПО и шаблонов для ЧПУ станка – очень трудоемкий процесс.
Технологический цикл удлиняется из-за необходимости содержать большой штат технологов, которые являются промежуточным звеном между конструктором и станочником. Программы CAD позволили автоматизировать рутинный процесс оцифровки технологических процессов и формировать пакет управляющих программ прямо из чертежа. Специальный модуль CAM, который индивидуален у каждого производителя, формирует файл для выдачи его на станок.

Следующим этапом является исполнение программы управления станком ЧПУ. Каждый производитель процессорной стойки, будь это Siemens, Fanuk, Mazak или Ижмаш, старается адаптировать ее под конкретное применение. Это явление породило несовместимость кодировки команд управления разнотипным оборудованием.
Чтобы сделать ПО для конкретного станка с ЧПУ универсальным, в него включаются библиотеки POST-процессоров, которые содержат конвертеры технологии. Они позволяют трансформировать управляющую программу на стойку ЧПУ любого производителя.

Хоббийные станки и ПО для них
Наиболее интересны для применения программы управления хоббийными станками. Все, рассмотренное выше ПО, является промышленным. Оно стоит очень дорого, сложно в освоении, доступно лишь в демонстрационном виде или с усеченными возможностями.
Другая ситуация с особым классом ПО для хоббийного ЧПУ станка. На рынке представлены системы небольшой стоимости и несколько FreeWare программ, которые позволяют построить полнофункциональный фрезерный, токарный, лазерный или 3D станок. Самые распространенные из них:
ArtCAM
это недорогой аналог AutoCAD с возможностью адаптировать программы под разнообразные виды станков: фрезерный и токарный обрабатывающий центр, лазерный гравер, плотер, матричный гравер по камню, 3D-принтер пластмасс. Под этот CAD написано множество POST – процессоров, что позволяет использовать для большинства современных станков. Вот краткий список производителей, которых он поддерживает:

Mach3, VriCNC
CAM модули с возможностью непосредственного управления станком без стойки ЧПУ. Это дает возможность создавать очень дешевые станки на базе шаговых двигателей без обратной связи.

LinuxCNC
Свободно распространяемая система CAD/CAM моделирования. Так как она основана на платформе Linux, то имеет проблемы совместимости с оборудованием, сложна в освоении.

Заключение
В настоящее время наиболее популярным является сочетание программ ArtCAM в качестве CAD и Mach3 в качестве CAM. Позволяет обеспечить канал управления с большинством серийных хоббийных станков.
Самый известный производитель такого оборудования компания Purelogic является официальным дилером этого программного обеспечения на территории России.
Существует тенденция полного перехода небольших производств на оборудование под управлением ArtCAM/Mach3. Это позволяет резко снизить затраты на обучение персонала и обслуживание оборудования.
Программы для ЧПУ-станков: какими они бывают и для чего нужны
Главная ценность ЧПУ-станков заключается в программах, которыми они управляются. В этой статье будут рассмотрены наиболее популярные программы для разных видов ЧПУ-станков и описаны их преимущества.
Что такое программное обеспечение для станков с ЧПУ и для чего нужно?
Производительность одного станка с числовым программным управлением сопоставима с производительностью в среднем пяти аналогичных устройств без ЧПУ. Точность обработки деталей становится беспрецедентно высокой, а от контролирующего станок оператора требуется лишь минимум усилий. Этих преимуществ удается достичь благодаря правильно подобранному и тщательно составленному программному обеспечению. Без него ЧПУ-станок не обладает практически никакой ценностью.
Как правило, программный пакет для станка содержит в себе CAD-программы и CAM-программы. Аббревиатура CAD расшифровывается как computer-aided design, что переводится с английского как «система автоматизированной разработки». Такие программы позволяют создавать трехмерные объекты, отталкиваясь от неких исходных величин, а потом, при необходимости, редактировать эти объекты. Аббревиатура CAM расшифровывается как computer-aided manufacturing, что означает «система автоматизированного производства». Такие программы работают с объектами, заранее созданными в CAD. CAM-софт конвертирует написанные человеком цифровые объекты в команды формата G-code и направляет их станку. Термином G-code обозначаются управляющие команды для ЧПУ-станков.
Не все CAM-программы «общаются» со станком напрямую. Иногда для конвертации кода применяются дополнительные программы-процессоры.
В зависимости от поставленных задач программное управление станка бывает контурным либо дискретным. Контурное задействуют для токарных и фрезерных установок, оно предусматривает сложную обработку заготовок. Дискретного управления достаточно для наиболее базовых функций и работы с объектами простой формы.
Какие есть программы для написания управляющих программ для станков с ЧПУ?
В этом разделе и ниже в этой статье приводятся наиболее функциональные и востребованные программы. На самом деле разнообразие отраслевого софта намного шире — но не все разработки пользуются одинаковой популярностью на производстве.
Fusion 360
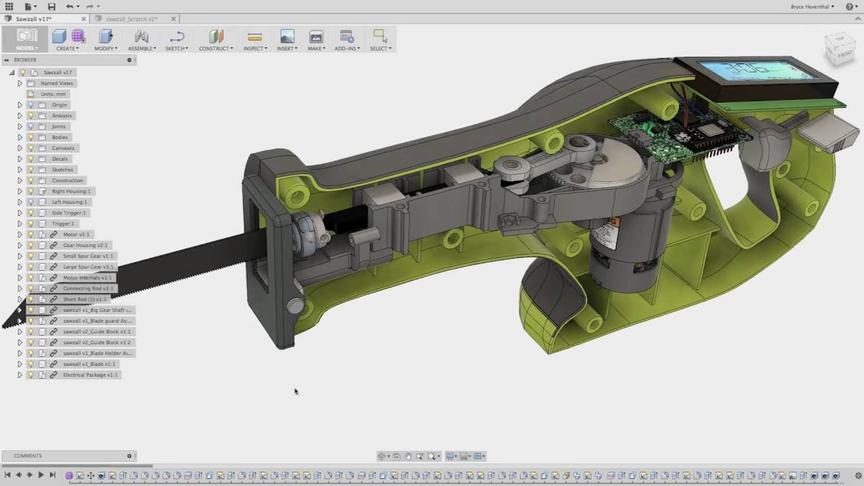
Этим комплексом пользуются для создания программ для 3D-принтеров, а также ЧПУ-станков с поддержкой максимум пяти осей. Чертежи объектов можно создавать непосредственно внутри программы, плюс предусмотрена опция импорта и экспорта AutoCAD-файлов. Эта программа совмещает в себе возможности CAD, CAM и CAE. CAE расшифровывается как computer-aided engineering и переводится как «система автоматизированного проектирования и конструирования». В Fusion 360 содержится обширная библиотека готовых конструкторских решений, которые можно задействовать для разработки нового проекта. Тестирование объектов доступно уже на самых ранних стадиях работы над ними.
Одной из наиболее полезных функций Fusion 360 является генеративный дизайн: программа сама создает десятки моделей, сопоставляет их по значимым параметрам и отбирает те, что наилучшим образом соответствуют поставленной задаче.
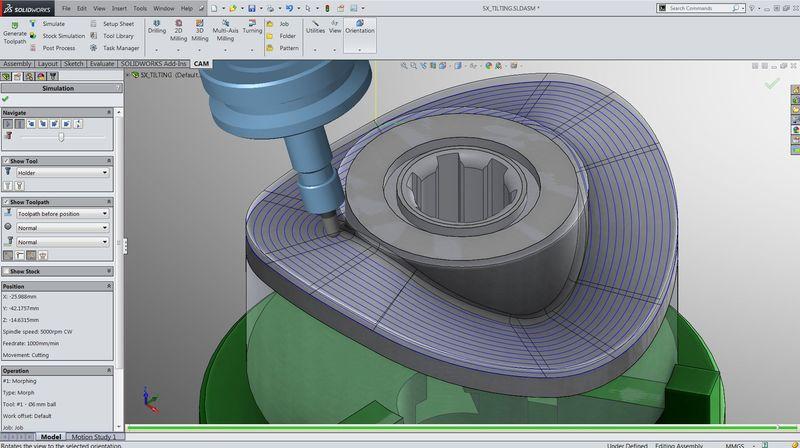
MecSoft Corporation
Этот бренд специализируется на создании CAM-программ для среднего и малого бизнеса. В линейку его продукции входят такие хорошо известные профессионалам наименования, как AlibreCAM (ее интерфейс изображен на фото), VisualCAM для SOLIDWORKS, RhinoCAM, VisualCAD/CAM. Все они характеризуются высокой производительностью, простотой применения и доступной стоимостью. Они предлагают разнообразные решения для производства на заказ, выполняют быстрое прототипирование. Наибольшим спросом продукция MecSoft Corporation пользуется в образовательной, автомобилестроительной, деревообрабатывающей и аэрокосмической отраслях, а также для производства оснастки и инструментов.
Лучшие платные управляющие программы для станков с ЧПУ
Платные версии программного обеспечения существенно отличаются по своей стоимости и функционалу, поэтому при выборе лучше ориентироваться на те программы, что предлагают бесплатный 30-дневный период. По статистике, почти никому не удается с первого раза выбрать оптимальный продукт: в среднем каждый пользователь пробует 3 программы, прежде чем определится с выбором и купит наилучшую.
Практически любые распространенные программы сегодня можно найти на русском. В тех случаях, когда официальный производитель не предлагает русифицированной версии, в пользовательских сообществах можно найти инструкции, выполненные самими пользователями.
Программы для управления фрезерного станка с ЧПУ по дереву с компьютера
VCarve
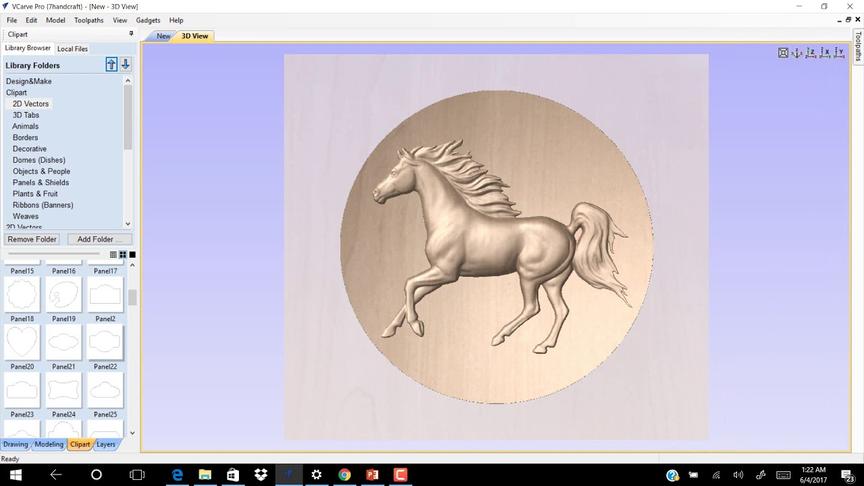
Эта программа поддерживает файлы форматов SKP, OBJ, STL и прочих. В ней исключительно удобно выполнять чертежи с нуля и редактировать их. В VCarve можно импортировать несколько 3D-моделей Vectric Clip Art (V3M), чтобы провести расширенную 3D-сборку. В ней предусмотрен инструментарий для дизайна в 2D, расчета траектории движений шпинделя в 2D и 2.5D, опции импорта и инструментальной обработки одной 3D-модели. Траектории инструментов в 2D и 2.5D можно проектировать на 3D-поверхность. Перед запуском объекта на производство предлагается в виртуальном пространстве изучить траектории движения всех инструментов — это дает исчерпывающее представление о том, каким получится готовый продукт. Для разных типов операций предлагаются обширные возможности настройки и контроля.
Vectric / Aspire
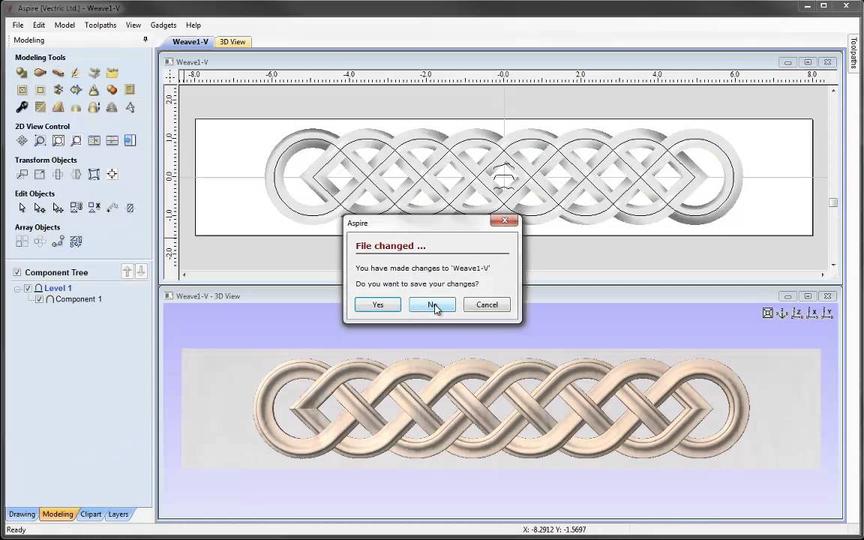
В этой программе предусмотрены инструменты для проектирования и расчета траекторий в 2D и 2.5D. Проектирование производится для операций профилирования, сверления, фрезеровки углублений, декоративного текстурирования. Инструментарий для дизайна в 3D позволит с нуля создавать объемные модели рельефа, а также подвергать их разнообразным стратегиям обработки в 3D. В программу можно импортировать файлы 2D и 3D из другого софта и редактировать их.
Софт для токарных станков с CNC по металлу
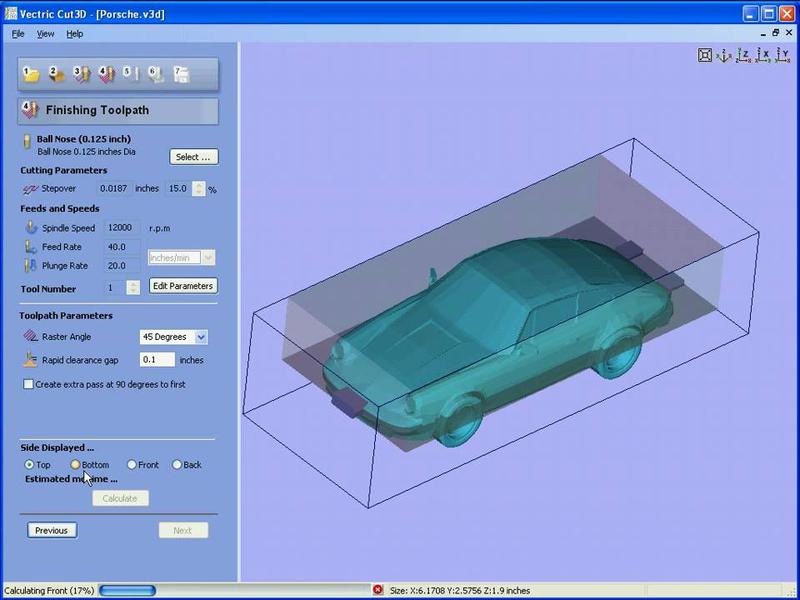
Простая и удобная программа Cut3D совместима с моделями, разработанными в графических редакторах 3D Studio, Rhino3D, AutoCAD, а также с объектами, полученными в ходе сенсорного либо лазерного сканирования. Интуитивно понятный интерфейс дает оператору пошаговую инструкцию к процессу загрузки, заданию габаритов, предварительному просмотру результатов и сохранению ЧПУ-кода.
Если 3D-модель чересчур велика для обработки на станке, программа допускает ее разделение на отдельные части, соответствующие толщине материала и длине резака.
ПО для плоской резки
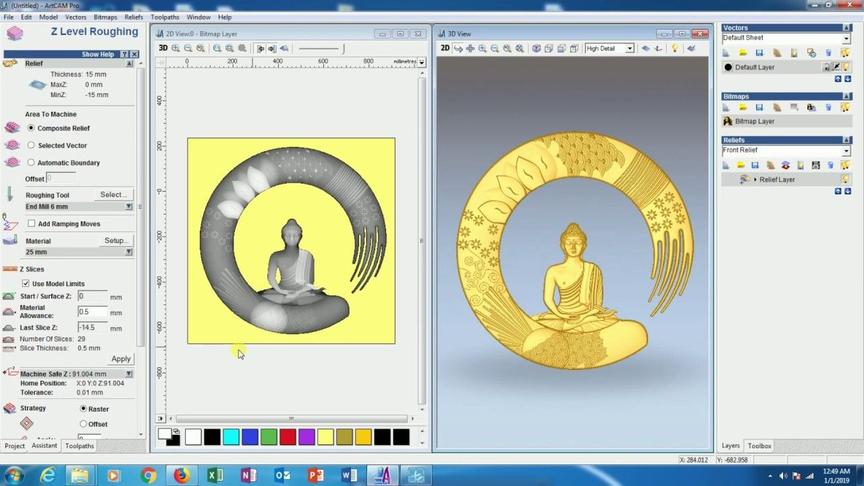
Для этой задачи оптимальна программа ArtCAM. Она была выпущена в 2003 году, а с течением времени не просто не утратила популярности, но, наоборот, приобрела многочисленных новых приверженцев. ArtCAM допускает работу как в 2D, так и в 3D. Заранее подготовленные модели можно сохранять и интегрировать в сборку. Также предусмотрена возможность импорта моделей, созданных в других программах. Выбирать и выделять рабочую область очень удобно с помощью инструмента «волшебная палочка».
Пользователи ценят ArtCAM за встроенную оптимизацию подач, а также возможность переместить, повернуть или скопировать траекторию движения. Также этот софт способствует сокращению времени обработки команд на оборудовании для работы с деревом и металлом.
В качестве альтернатив ArtCAM можно предложить Mach3, Vectric 2dcut, VSIO-2007. Из этого списка особенно выделяется Mach3, так как эта программа совместима с операционной системой Windows.
Лучшие бесплатные программы для ЧПУ
Бесплатный софт иногда ничем не уступает платному. Более того, многие производители платного софта предлагают бесплатные тестовые периоды, на протяжении которых вы сможете протестировать весь функционал программы, не потратив ни копейки. По истечении тестового периода можно приобрести полную платную версию софта.
DeskProto
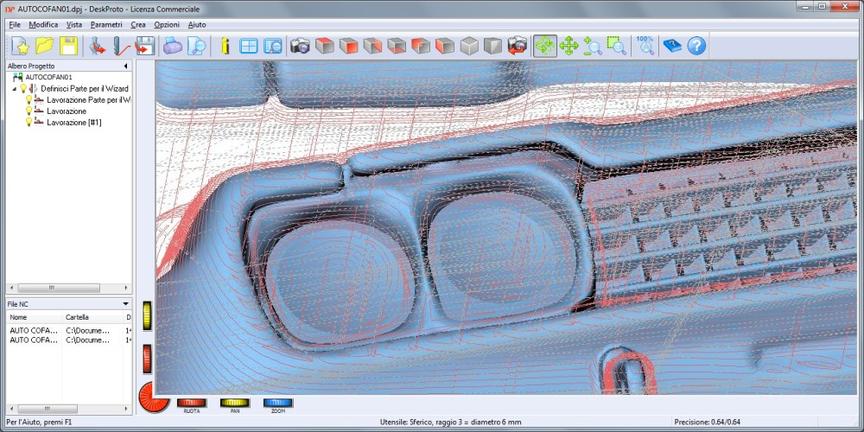
Это CAM-программа с базовым функционалом, где можно выполнять векторную обработку AI, EPS или DXF. DeskProto успешно обрабатывает STL-геометрию и растровые изображения форматов TIF, GIF, JGP, PNG, BMP. Эта программа профилирует траектории, основываясь на векторных данных с высотой свободного перемещения и глубиной обработки. Пользователь может устанавливать расстояния между траекториями и значения шагов вдоль траекторий. В программе удобно создавать трехмерные рельефы на основе растровых данных, а также масштабировать, зеркалировать и вращать CAD-модели. В DeskProto встроены опции определения и выбора резцов, регулирования скорости шпинделя и скорости подачи. К программе прилагается постпроцессор.
Бесплатная версия DeskProto разрешает создавать проекты с лимитированными параметрами — то есть с единственной операцией и единственной деталью. Однако ограничений по сложности файла или по габаритам нет, поэтому для большинства операторов это приемлемо.
Достойной альтернативой DeskProto станет Autodesk:
Программы для деревообрабатывающих станков с ЧПУ
Уже упоминавшаяся выше корпорация Mecsoft выпустила программу FreeMILL, которая распространяется бесплатно. Она является CAM-модулем по написанию G-code для фрезеровочных ЧПУ-станков. В ней можно создавать траекторию перемещения инструмента по набору параллельных плоскостей, выбирать между черновыми или чистовыми траекториями, резать или моделировать материал траекторий, писать G-code для конкретного станка.
У FreeMILL нет никаких лимитов на использование — ни по строкам кода, ни по количеству сохранений, ни по времени или числу попыток.
Программы для токарных станков с ЧПУ по металлу
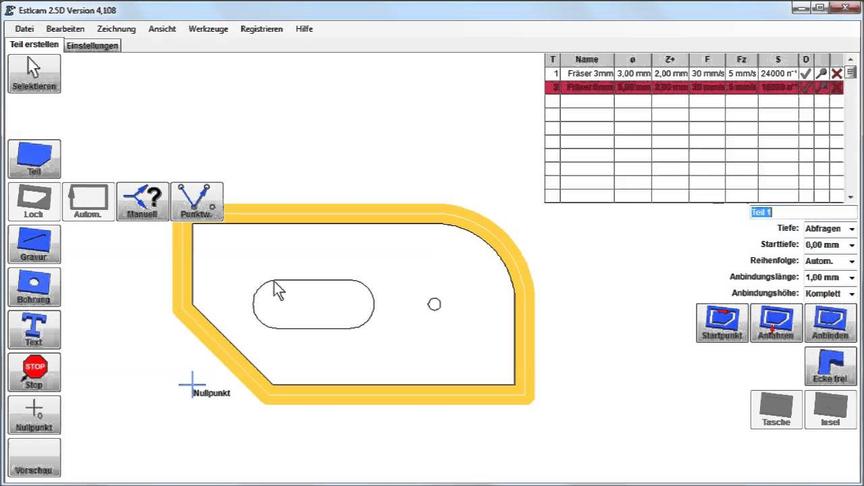
Estlcam ценят в первую очередь за то, что она успешно функционирует на далеко не новых, маломощных компьютерах. Даже «антикварная» операционная система Windows XP не станет для нее помехой. Официально эта CAM-программа платная, однако в ее бесплатной версии тоже получается замечательно работать. С этим софтом легко разберутся даже новички, так как интерфейс у него предельно понятный. Estlcam позволяет не только создавать и редактировать различные форматы файлов, но также и переносить в G-code данные 2.5 и 3D CAD. В этой программе можно переключаться из метрических измерений в английские и обратно.
В качестве дополнительной функции Estclam способен перепрограммировать Arduino, который применяется в качестве интерфейса к шаговому двигателю.
ПО для плоской резки
Самый бюджетный способ задать команды для плоской резки — это воспользоваться программой «Блокнот», которая по умолчанию имеется в каждом компьютере. Потом написанный в ней код конвертируется в машинный и отправляется станку. Правда, осуществить такую операцию смогут только специалисты с внушительным опытом.